«НИИ стали» запатентовал способ сварки ультравысокопрочных броневых сталей
Интерполитех / Прессе / Новости / Новости безопасности
Ультравысокопрочная броневая сталь, сваренная каскадным швом, после испытаний
Броневые стали свариваются трудно и требуют очень строгого соблюдения технологии сварки. Сварка ультравысокопрочных сталей, содержание углерода в которых доходит до 0,5%, становится неразрешимой проблемой для многих разработчиков бронеконструкций. Так, например, шведскую броневую ультравысокопрочную сталь марки «Armox Advance» нельзя не то что сваривать, ее нельзя нагревать свыше 100°С, иначе она теряет свои прочностные свойства. Сварной шов при традиционном способе сварки растрескивается, образуя так называемые «холодные трещины». Чтобы устранить этот дефект необходим предварительный подогрев околошовной области, а чтобы свариваемые стали не потеряли заданной прочности, их нельзя сильно нагревать. При традиционной сварке эти взаимоисключающие требования выполнить невозможно и в этом главная проблема при сварке ультравысокопрочных сталей.
Однако инженеры НИИ стали (входит в Концерн «Тракторные Заводы») сумели эту проблему решить, применив так называемый каскадный способ сварки (Патент №2521922). Суть его в том, что шов варится не целиком, а небольшими последовательными шагами. Каждый последующий шаг сварки начинается с места, расположенного на полшага назад. Т.е. второй проход сварочного шва делается на области, которая прогрета первым проходом и она еще не успела остыть. В то же время основной металл при таком режиме не успевает нагреться до критической температуры.
Схема сварки, разработанная в НИИ стали
Однако, при всей кажущейся простоте предложенного способа получить качественное сварное соединение деталей из ультравысокопрочных сталей далеко не просто и под силу только опытному высококвалифицированному сварщику.
Сварщикам НИИ стали эта задача оказалась по плечу и сегодня новая ультравысокопрочная сталь марки 44С-Cв-Ш, разработки «НИИ стали» с успехом используется в сварных бронеконструкциях на перспективных образцах военной техники российского производства.
Источник: «Концерн «Тракторные заводы»
Возврат к списку
Создание на Украине новых броневых марок стали и разработка ресурсо- и энергосберегающей технологии : diana_mihailova — LiveJournal
Производство бронетехники является одним из приоритетных направлений наукоемкого машиностроения, с продукцией которого Украина может успешно конкурировать с передовыми странами на мировом рынке вооружений.
Мариупольские металлургические комбинаты ОАО «МК им. Ильича» и ОАО «МК «Азовсталь» еще со времен СССР более шести десятилетий специализировались на производстве толстолистовой броневой стали, а ОАО «Азовмаш» являлся головным предприятием по изготовлению бронедеталей корпусов и башен нескольких поколений средних танков, начиная с легендарного Т-34.
С момента обретения Украиной статуса независимого государства особую актуальность приобрел вопрос разработки и внедрения отечественных броневых сталей взамен разработанных еще в СССР и применяющихся до настоящего времени в танкостроении России толстолистовой броневой электрошлаковой стали марок 69Ш, 22Ш, 24Ш, а также тонколистовой броневой стали марок 1, 3, 7 для легкой бронетехники, традиционно изготавливавшихся только на территории Российской Федерации и предприятиями Украины ранее не выпускавшихся.
Служебные характеристики новых отечественных броневых сталей на 6…40 %, в зависимости от толщины листа, выше, чем у серийных марок стали, кроме того, их сварка производится без изменения существующих технологий.
Поэтому, Министерством Промышленной ПОЛИТИКИ и Министерством обороны Украины принято решение о внедрении новых броневых марок стали «92» и «71» для изготовления установочной партии новейших отечественных танков БМ «Оплот» и бронетранспортеров БТР-4, что запланировано в 2010 году.
УкрГосНИИКМ совместно с заинтересованными предприятиями разработаны технические условия, технологические указания по производству новых марок стали на Алчевском МК (выплавка, разливка, прокатка в толщинах до 30 мм), на ОАО «МК «Азовсталь» (прокатка в толщинах 30-140 мм и термообработка листов), а также рекомендации по сварке.
Выплавка стали в современных конвертерах с применением десульфурированного чугуна, внепечной обработки на установке печьковш и вакууматоре позволили получить сталь, не уступающую по качеству электрошлаковой, а по отдельным показателям — даже превосходящую сталь ЭШП при снижении затрат на производство не менее, чем на 30 %/
Толстолистовой цех ОАО «МК «Азовсталь» в своем составе имеет толстолистовой стан 3600 проектной мощностью 1950 тыс. тонн в год. Сортамент толстолистового цеха — толстолистовой прокат толщиной 6-200 мм и шириной 1500-3300 мм.
Как видно, при дуговой сварке соединений в ЗТВ формируются два характерных участка – зона закалки и зона отпуска. Глубина этих участков достигает соответственно 2,5 и 3,5 мм. В зависимости от типа стали изменяется величина твердости металла в этих зонах. В зоне закалки твердость металла повышается (стали марки 71 и PROTECTION 500), остается примерно на том же уровне, что и основной металл (сталь марки ARMSTAL 500), или снижается до 15%, как в соединениях стали марки НВ 500 MOD. В зоне отпуска, как правило, твердость металла падает. В соединениях стали марки 71 снижение твердости в зоне отпуска составляет до 8% по сравнению с основным металлом, ARMSTAL 500 – до 19%, PROTECTION 500 – до 18%, НВ 500 MOD – до 25%. Очевидно, что изменение твердости в зоне отпуска ЗТВ связано с уровнем легирования броневой стали и особенностями протекания термического цикла сварки.
 С этой точки зрения броневая сталь марки 71 является наиболее технологичной для применения ЛБТ.Следует также отметить, что эти данные получены, когда сварку выполняли без предварительного подогрева. С применением предварительного подогрева ширина зоны отпуска резко увеличивается. Так, например, при температуре ТО = 100°С, глубина зоны отпуска увеличивается в 2 раза, что приведет к снижению служебных свойства бронезащиты на данном участке сварного соединения при изготовлении ЛБТ из зарубежных сталей.1. При дуговой сварке проволокой Св-10ГСМТ сварные соединения броневых сталей высокой прочности и твердости обладают повышенной склонность к образованию холодных трещин. Избежать образования холодных трещин возможно лишь при применении предварительного подогрева до температур 280-300°С для стали марки 71, 200°С – стали ARMSTAL 500, 150°С – стали PROTECTION 500, 100°С – стали НВ 500 MOD. При этом следует учесть, что применение предварительного подогрева при сварке может привести к снижению твердости и служебных свойств бронезащиты изделий не только в ЗТВ, но прилегающего металла.
С этой точки зрения броневая сталь марки 71 является наиболее технологичной для применения ЛБТ.Следует также отметить, что эти данные получены, когда сварку выполняли без предварительного подогрева. С применением предварительного подогрева ширина зоны отпуска резко увеличивается. Так, например, при температуре ТО = 100°С, глубина зоны отпуска увеличивается в 2 раза, что приведет к снижению служебных свойства бронезащиты на данном участке сварного соединения при изготовлении ЛБТ из зарубежных сталей.1. При дуговой сварке проволокой Св-10ГСМТ сварные соединения броневых сталей высокой прочности и твердости обладают повышенной склонность к образованию холодных трещин. Избежать образования холодных трещин возможно лишь при применении предварительного подогрева до температур 280-300°С для стали марки 71, 200°С – стали ARMSTAL 500, 150°С – стали PROTECTION 500, 100°С – стали НВ 500 MOD. При этом следует учесть, что применение предварительного подогрева при сварке может привести к снижению твердости и служебных свойств бронезащиты изделий не только в ЗТВ, но прилегающего металла.2. В сварных соединениях соединения броневых сталей высокой прочности и твердости, выполненных дуговой сваркой проволокой Св-08Х20Н9Г7Т, холодные трещины не образуются. При данном варианте сварки нет необходимости в применении предварительного подогрева, изменения твердости бронезащиты в ЗТВ минимально, поэтому он является наиболее технологичным для применения в производстве ЛБТ.
Создание кузнецкой броневой стали. События из истории. #Новокузнецк400
1 место в рейтинге 140 Поделиться1941
Секретный рецепт кузнецкой брони так и не смогли повторить металлурги врага. Контроль качества был суров: стальные листы расстреливали из пушки.
Контроль качества был суров: стальные листы расстреливали из пушки.
Одним из ингредиентов русской стали были сухие банные веники. Их кидали на прокатный стан. Сгорая, березовые почки лопались, создавая эффект микровзрыва, который хорошо счищал окалину с раскаленных листов брони.
«Мирный» и «военный» металл отличаются разными свойствами. Оружейная сталь должна быть надежной, крепкой, устойчивой к механическим воздействиям. Она намного сложнее в изготовлении.
Каждую партию брони расстреливали из пушки: на полигоне КМК имелся артиллерийский полигон. Если снаряд пробивал лист брони толщиной 45 мм, вся партия считалась браком и шла в переплавку.
В первые месяцы войны, когда инженеры только экспериментировали с технологией, процент бракованной брони был велик: из 120 тонн для нужд фронта годилось лишь 20. Но через три месяца, к началу осени 1941-го, доля брака исчислялась уже десятыми долями процента.
Свойства стали зависят от «рецепта» ее приготовления, в частности – от смеси легирующих добавок, температуры, времени приготовления в печи и других факторов. Секретный рецепт кузнецких сталеваров так и не смогли повторить инженеры немецких заводов. Броня, выпущенная на хваленых заводах Круппа, была хрупкой, как стекло, от ударов снарядов она крошилась. В русской броне вражеские снаряды вязли, как в тесте, и теряли пробивную способность.
Всего за годы войны на комбинате освоили выпуск 70 новых марок стали.
Знаете об этом больше? Напишите нам!
Впервые за 30 лет в России создана новая броневая сталь для бронетанковой техники
06.07.2014
Новые материалы и прочная кооперация-основа создания новой техники. Это тезис, который еще раз подтверждается на примере создания перспективных образцов военной техники Армата, Бумеранг, Платформа и др. Последние 25 лет все разработки в сфере броневых материалов, а в частности броневых сталей велись исключительно в инициативном порядке. Как результат – проблемы с обеспечением заданных ТТХ на защиту перспективной военной техники, активно разрабатываемой в последние годы.
Как результат – проблемы с обеспечением заданных ТТХ на защиту перспективной военной техники, активно разрабатываемой в последние годы.
Эту проблему решает новая броневая сталь марки 44С-св-Ш, созданная специалистами ОАО «НИИ стали», входящими в машиностроительно-индустриальную группу «Концерн «Тракторные заводы».
Использование этой стали вместо традиционных серийных только на Армате позволит «снять» сотни килограммов веса с машины, где она также будет использована не только для броневых целей, но и в качестве конструкционного материала.
Новая сталь разрабатывалась по техническому заданию Уральского Конструкторского Бюро Транспортного Машиностроения, входящим в «НПК «Уралвагонзавод», который выступил в роли заказчика. Отработка и промышленное освоение легли на плечи одного из флагманов российской металлургии – Волгоградский металлургический комбинат «Красный октябрь», который также входит в структуры «Уралвагонзавода». Успех вряд ли стал бы возможен без тесного взаимодействия специалистов «НПК «Уралвагонзавод», разработчиков от «Концерна «Тракторных заводов» и производителя – «ВМК «Красный октябрь», что еще раз доказывает важность коопераций предприятий ОПК.
«Задачу удалось решить за счет применения сбалансированного хим.состава и отработки технологических режимов на всех этапах производств новой стали, — сообщил один из авторов, главный металлург ОАО «НИИ стали», доктор технических наук, профессор С.А.Гладышев, — Именно технологическими приемами нам удалось предсказуемо управлять структурой стали и добиться создания ультрамелкозернистой структуры, равномерной по всему объему».
Хотя твердость стали не менее 54HRC, ее пластические характеристики остаются на уровне серийных сталей, имеющих твердость 45-48HRC. Именно это сочетание позволяет снизить на 15% толщину и, соответственно, вес бронеконструкций из новой стали без снижения защитных характеристик и живучести при низких температурах.
Сейчас стали 44С-св-Ш присвоена литера «О», она находится на этапе опытно промышленного освоения, на котором и разработчик, и заказчик, и производитель решают десятки технических технологических и организационных вопросов.
На юбилейном военном параде 9 мая 2015 мир увидит новейшую боевую технику с новой, в том числе и стальной, броней.
Фотографии
Владимир ТОЛКАЧЕВ: производство высокопрочных сталей — важная сфера для государственно-частного партнерства
БОСС-профессия | Босс номера
Текст | Дмитрий АЛЕКСАНДРОВ
Фото | Евгений ДУДИН
Самый известный продукт Московской научно-производственной фирмы «ЛВС» («Лаборатория высокопрочных сталей») — высокопрочная броневая сталь А3, используемая для бронирования автомобилей, изготовления различных бронеконструкций, корпусов боевых машин и т.д.
Это современная, конкурентоспособная на мировом уровне высокопрочная сталь.
Лаборатория, в которой работают квалифицированные сотрудники, выпускники ведущих вузов страны, прошедшие школу НИИ стали и ЦНИИчермета, специализируется на разработке тонколистовых свариваемых броневых сталей.
Генеральный директор этой инновационной инжиниринговой компании Владимир Толкачев рассказал нашему журналу о проблемах производства современных инновационных материалов в нашей стране и поделился своим видением различных вариантов их решения.
Теряем рынок
— Владимир Павлович, почему за названиями новых разработок, как правило, скрываются модификации старых? Почему в современной России не создается ничего по-настоящему нового?
— Я бы не сказал, что новые разработки лишь модификации старых. Есть довольно много действительно новых разработок.
Например, в нашей сфере — сфере создания современных материалов. Наши разработки — новое слово. Они, конечно, базируются на идеях, которые были еще в советское время, но их невозможно рассматривать как модификацию советской брони.
— Новое семейство сталей?
— По сути, да.
Разработка новых высокопрочных материалов — мировой тренд. Наши разработки занимают передовые позиции.
Лаборатория высокопрочных сталей разрабатывает как сами стали, так и технологические решения их производства.
Ограничения для развития инновационных технологий в сфере производства высокопрочных материалов связаны с отсутствием современного оборудования на предприятиях, осуществляющих термическую обработку листов.
Например, в черной металлургии России прекрасное современное производство, несопоставимое по уровню с тем, что было в советское время (колоссальный скачок произошел за последние 20–30 лет), но оборудование заводов термической обработки не обновлялось последние 50 лет.
— Кто является вашим конкурентом на мировом рынке?
Продукцию выпускают, по сути, два мини-завода, узкоспециализирующиеся на термоупрочняемых сталях — высокопрочных, трубных, износостойких, броневых.
Это качественная и относительно дешевая сталь. Все стали покупать ее, она обрушила рынок. Процесс затормозился только после удорожания евро.
У российских предприятий были попытки выпускать листы похожего качества — на «Северстали», ММК, хотя пока безуспешно. При этом есть, на мой взгляд, абсурдные вещи: делать продукты, даже по товарному наименованию аналогичные шведской и финской сталям, — «Северхард», «Севердефенс».
Странная маркетинговая политика. Зачем повторять чужие идеи? Лучше искать свои — создавать сталь высшего качества. Копировать можно, чтобы постепенно создавать свои продукты более высокого качества. Однако копии всегда будут заведомо хуже оригинала, потому и нет смысла в этих «модных» торговых наименованиях.
Однако копии всегда будут заведомо хуже оригинала, потому и нет смысла в этих «модных» торговых наименованиях.
Рынок вместо партии
— В отрасли остро не хватает научно-технического центра, который был бы в состоянии направлять корпорации в сектора, интересные в глобальной перспективе?
— Да. Раньше существовали головные институты — НИИ стали и ЦНИИчермет, которые определяли техническую и структурную политику в отрасли. Разрабатывали перспективное оборудование, новые технологии производства стали.
При их активном участии создавались новейшие для того времени технологические решения для Курганмашзавода, в Волгограде построили стан с линией термомеханической обработки. Хотя все это выполнялось, как говорится, по решению партии и правительства, то есть в плановом порядке.
Теперь такого порядка нет.
— Предполагается, что рынок должен заменить партию и правительство.
— Это, скорее, мечты. Перевооружение предприятия требует огромных вложений. Даже для глобальной корпорации это большие деньги, к тому же она должна взять на себя риски того, что такое предприятие какое-то время будет работать в убыток, а это не про российские корпорации.
— Кто сегодня формирует отраслевую политику в вашей сфере?
— В какой-то мере военные, но у них нет опыта в этой сфере. Они никогда не занимались материалами. Пока же с Министерством обороны сложно. По гособоронзаказу, например, мы получаем дефляторы 4%, в хорошие годы — 5%. Однако при этом цены на металл в год растут на 10–14%, причем цена может измениться в течение года.
— Головных отраслевых институтов в прежнем виде не осталось?
— Остались одни названия. В НИИ стали и ЦНИИчермете в отделах, где раньше трудились десятки квалифицированнейших специалистов, теперь их единицы.
— А что с вашим родным НИИ стали? Подлежит ли он «восстановлению»?
— Место НИИ стали, ЦНИИчермета сегодня не занято никем. И отрасль предоставлена сама себе. Без видения перспектив, которые формулировал отраслевой центр, она нормально развиваться не может.
Без видения перспектив, которые формулировал отраслевой центр, она нормально развиваться не может.
— Необходимо в какой-то мере восстановить советскую систему выработки отраслевой и технической политики?
— Альтернативы этому не вижу. Советская структура была в этом смысле очень эффективной, хотя и специфичной в части экономики.
Я пришел в НИИ стали в 1973 году. И до сих пор помню, как на одном из совещаний начальник отдела стальной брони распекал начальника лаборатории за то, что тот недорасходовал средства. Его лишили квартальной премии, при том что он обеспечил положительный эффект и сэкономил. Потому что объем финансирования в советской системе должен был быть нарастающим.
В советской системе существовали искажения. Их повторять, конечно, не следует. Однако в главном она выполняла очень важную функцию стратегического планирования. Ныне эту функцию не выполняет никто.
В отрасли нет некоего общего видения проблемы, понимания генеральной линии развития, которое было в советское время. Оно формулировалось Госпланом, Минчерметом, МОП, ВПК, головными институтами.
С этим видением можно соглашаться или не соглашаться, но оно даст ориентир для отрасли. Отрасль должна понимать, куда идет развитие.
— Сейчас меняется правительство. В новом кабинете министров, насколько известно, будет большой акцент на промышленную политику. Каким образом, с вашей точки зрения, она должна формулироваться?
— Мне кажется, что заинтересованные ведомства должны проводить больше конференций, семинаров, выяснять мнение специалистов отрасли. Сегодня мы варимся в собственном соку.
Стратегический продукт
— Каковы перспективы создания российских высокопрочных сталей для международного рынка?
— Перспективы хорошие, ведь наши броневые и высокопрочные стали много десятилетий как минимум одни из лучших в мире, а скорее всего, самые лучшие.
Наше предприятие получает предложения о поставке своей продукции на международный рынок. Препятствием является то, что мы не имеем опыта экспортной работы.
Препятствием является то, что мы не имеем опыта экспортной работы.
— Ваша сталь А3?
— Да. Это в перспективе массовый продукт для военных и гражданских нужд. Теперь новые стали — это весьма важно. В военной технике, например, часто используются стали, изготовленные по рецептам столетней давности, в то время как наши геополитические конкуренты применяют более современные материалы.
Польза для государства
— Что необходимо для развития вашей компании?
— Наша главная цель — обеспечение заинтересованных предприятий современной качественной броневой сталью, а это требует создания собственного производства высокопрочных сталей с использованием современного оборудования в части термоупрочняющей термической обработки. Мы можем справиться с этой задачей гораздо лучше, чем крупные предприятия.
— Что мешает реализации замысла?
— Прессы, которые используются в нашей стране, относятся к предыдущему поколению, не отвечают нынешним требованиям. Собственный мини-завод с современным прессовым оборудованием даст возможность выпускать более качественные материалы.
Я был на предприятиях в Швеции и Финляндии, видел, как построено у них производство: задействовано самое современное, компьютеризированное прессовое оборудование. В России такого, к сожалению, нет даже на самых передовых металлургических и машиностроительных предприятиях.
Подчеркну, что бронелисты там выпускают мини-заводы. На финском заводе, скажем, работает всего 40 человек — это, по сути, семейное предприятие.
— Насколько вы близки к реализации создания собственного мини-завода?
— Прибыль, которую зарабатываем, не тратим, а направляем на создание этого завода.
— Где должен быть «ваш» завод?
— Лучше всего, если он будет построен в Подмосковье. В месте с хорошей транспортной доступностью, чтобы не возникало проблем с погрузкой двадцатитонников. Тем более у нас склад в Балашихе.
Чем хуже, тем лучше
— Как удалось сохранить и превзойти на предприятии советский уровень разработок?
— Трудности нас закаляют..jpg)
Я и мои коллеги ушли в 1990-е годы из разваливающихся НИИ стали и ЦНИИчермета — ушли, что называется, в чистое поле. Ушли с желанием, как и раньше, заниматься инновационными разработками в области стали и современных композитных материалов, а не торговлей.
Конечно, хорошо бы иметь поддержку со стороны государства, тогда инновационный потенциал удалось бы быстро нарастить.
— Какие новые разработки создает лаборатория?
— Мы разрабатываем новые гетерогенные и композитные материалы. К примеру, сочетание стали и арамидных волокон. Ну и, конечно, развиваем области применения основных наших продуктов, в том числе бронелистов стали А3.
Для того чтобы применение было действительно массовым, нужно, чтобы использование стали и других современных материалов, а также их производство являлось частью государственной политики. Надеюсь, для нового правительства это направление, учитывая геополитическую ситуацию вокруг России, станет одним из приоритетов.
Я не знаю, спасет ли красота мир, но точно знаю: наша броня с высокой степенью вероятности спасет жизнь.
ООО «НПФ “ЛВС”» — разработчик, производитель и поставщик новой современной тонколистовой, высокопрочной броневой стали марки А3. Химический состав, технология изготовления броневых листов защищены патентом РФ, а поставляемая продукция имеет свидетельство РФ на товарный знак. Броневые листы сертифицированы по системе РОСС.RU. Отличительная особенность материала — его технологичность при изготовлении узлов и деталей. Важный критерий технологичности брони — возможность холодной гибки, а также хорошая свариваемость. Сталь марки А3 успешно применяется в производстве различных бронеконструкций: корпусах боевых машин, бронеавтомобилях, защитных ограждающих конструкциях и т.д. Отечественная броневая сталь марки А3 — лучшая в своем классе, обеспечивающая требуемую пулестойкость и находящая все более широкое применение.
ТОЛКАЧЕВ Владимир Павлович родился 18 марта 1951 года в Москве.
В 1968 году поступил в Московский институт стали и сплавов на факультет черной металлургии по специальности «Обработка металлов давлением». В 1973 году, получив диплом инженера-металлурга, был направлен на работу во ВНИИ стали, где прошел школу броневого производства, став начальником сектора тонколистовой брони.
В 2003 году организовал малое предприятие — ООО «Научно-производственная фирма “ЛВС”», в котором по настоящее время является генеральным директором.
Для российского танка будущего сделали новую броневую сталь: Армия: Россия: Lenta.ru
При изготовлении перспективного российского танка «Армата», серийное производство которого должно начаться в 2015 году, будет использоваться новая марка броневой стали. Новый сплав, разработанный специалистами НИИ стали, входящего в концерн «Тракторные заводы», отличается уменьшенным удельным весом, передает «Интерфакс».
Такие характеристики сплава позволят сэкономить несколько сотен килограммов массы танка без ущерба для его защищенности. Новая сталь марки 44С-св-Ш разрабатывалась по техническому заданию Уральского КБ транспортного машиностроения, входящего в «НПК «Уралвагонзавод»», выступившей в роли заказчика. Отработка и промышленное освоение проводились на Волгоградском металлургическом комбинате «Красный Октябрь», который также входит в структуры «Уралвагонзавода».
«Задачу удалось решить за счет применения сбалансированного химического состава и отработки технологических режимов на всех этапах производств новой стали», — сказал главный металлург НИИ стали С. Гладышев. Разработчикам удалось повысить твердость стали, при этом ее пластические характеристики остались неизменными. «Именно это сочетание позволяет снизить на 15 процентов толщину и, соответственно, вес бронеконструкций из новой стали без снижения защитных характеристик и живучести при низких температурах», — сообщила пресс-служба предприятия.
С учетом того, что перспективный танк, по имеющейся информации, будет на 5-10 тонн тяжелее серийного танка Т-90, это позволяет говорить о резком росте уровня защищенности «Арматы» благодаря новой стали.
Танк нового поколения «Армата» в настоящее время готовится к серийному производству. Предполагается, что он будет впервые продемонстрирован публике на параде 9 мая 2015 года. Новая машина отличается от состоящих на вооружении танков Т-72 и Т-90 необитаемой башней, иной конструкцией ходовой части, новым двигателем и более мощной пушкой того же калибра — 125 миллиметров.
FEATURES OF AUSTENITE TRANSFORMATION AND MECHANICAL PROPERTIES OF METAL IN THE ZONE OF THERMAL INFLUENCE OF COMPOUNDS STEEL BRACKET STEEL 71 WITH ARC WELDING
Технологія машинобудування
Механіка та машинобудування, 2017, № 1 259
ных участках. А использование повышенного режима, сварочный ток 200-250 А (по-
гонная энергия 11,5 кДж/см), возможно только при сварке однопроходных соединений.
Следует также отметить, что применение предварительного подогрева при сварке дан-
ной стали не допустимо, т.к. это приведет к снижению прочностных свойств в зоне
сварного соединения. Аналогичные условия необходимо соблюдать и при сварке со-
единений стали с содержанием углерода ближе к верхнему пределу легирования, но
температура металла может быть выше и составлять до 150°С, а на повышенном режи-
ме возможно выполнять и двухпроходные соединения. При этом будет соблюдено тре-
бование обеспечения механических свойств в металле ЗТВ соединений на уровне бро-
невой стали повышенной прочности и твердости марки 71.
Выводы. 1 Установлено, что в диапазоне скоростей охлаждения 2,5…30°С/с
превращение переохлажденного аустенита в металле ЗТВ соединений броневой стали
марки 71 при дуговой сварке, независимо от содержания в ней углерода, происходит в
области образования мартенситных структур.
2. На показатели механических свойств металла ЗТВ существенное влияние ока-
зывают содержание углерода в стали и скорость охлаждения сварных соединений.
Наиболее близкие показатели механических свойств металла ЗТВ и основного металла
соответствуют скорости охлаждения при сварке на уровне W6/5 = 10-30оС/с.
3. Показатели твердости металла ЗТВ сварных соединений стали марки 71 на
уровне НВ = 4760-5380 МПа могут быть достигнуты, когда режимы сварки обеспечи-
вают скорости охлаждения W6/5 не ниже 20°С/с в сталях с содержанием углерод 0,31%,
и не ниже 15°С/с в сталях с содержанием углерода 0,36%.
4. При сварке броневой стали марки 71, содержание углерода в которой нахо-
дится ближе к его нижнему пределу легирования, температура не должна превышать
100°С. Максимальная температура при сварке соединений стали, содержание углерода
в которой ближе к верхнему пределу легирования, может быть выше и составлять до
150°С. При этом металл ЗТВ сварных соединений будет иметь высокую прочность и
твердость.
Литература: 1. Специальные стали / Гольдштейн М.И., Грачев С.В., Векслер Ю.Г. //
М.: Металлургия. – 1985. – 408 с. 2. Грабин В.Ф., Денисенко А.В. Металловедение сварки низко-
и среднелегированных сталей. – К.: Наукова думка, 1978. – 272с. 3. Структурные превращения
в ЗТВ и сопротивляемость сварных соединений высокопрочных мартенситных сталей замед-
ленному разрушению / В.Ф.Мусияченко, В.Г.Гордонный, Ю.М.Лебедев и др.// Автоматическая
сварка. – 1992. — №4. –С. 4. Влияние термического цикла сварки на структурно-фазовые пре-
вращения и свойства металла ЗТВ среднеуглеродистой легированной стали типа 30Х2Н2МФ /
В.Д.Позняков, В.А.Костин, А.А.Гайворонский и др. // Автоматическая сварка. – 2015. – №2. –
С. 8-15. 5. ТУ У 27.1-14313056-001-2009. Листы стальные специального назначения из марок
71 и 92. Технические условия. 6. Григоренко Г.М., Костин В.А., Орловский В.Ю. Современные
возможности моделирования превращения аустенита в сварных швах низколегированных ста-
лей // Автомат. сварка. – 2008. – №3. – С. 31-34. 7. Гайворонский А.А. Сопротивляемость об-
разованию холодных трещин металла ЗТВ сварного соединения высокопрочных углеродистых
сталей // Автоматическая сварка. – 2014. – №2. – С.3-12.
– 2014. – №2. – С.3-12.
Bibliography (transliterated): 1. Special’nye stali / Gol’dshtejn M.I., Grachev S.V., Veksler
YU.G. // M.: Metallurgiya. – 1985. – 408 s. 2. Grabin V.F., Denisenko A.V. Metallovedenie svarki
nizko- i srednelegirovannyh stalej. – K.: Naukova dumka, 1978. – 272s. 3. Strukturnye
prevrashcheniya v ZTV i soprotivlyaemost’ svarnyh soedinenij vysokoprochnyh martensitnyh stalej
zamedlennomu razrusheniyu / V.F.Musiyachenko, V.G.Gordonnyj, YU.M.Lebedev i dr.// Av-
tomaticheskaya svarka. – 1992. — №4. –S. 4. Vliyanie termicheskogo cikla svarki na strukturno-fazovye
prevrashcheniya i svojstva metalla ZTV sredneuglerodistoj legirovannoj stali tipa 30h3N2MF /
Что такое броневая сталь? — Свебор
23 августа 2019
Броневая сталь, защитная сталь или сталь для «баллистической защиты» — это, как звучит, сталь, которая должна защищать от внешней угрозы в виде летящих снарядов.
Для изготовления брони используются различные стали, такие как нержавеющая сталь, марганцевая сталь, сталь Гадфилда и другие, однако наиболее часто используемые броневые стали — это мартенситно-закаленные стали. Основными активными химическими соединениями в закаленных сталях являются железо (Fe) и углерод (C).Эти свойства обычно достигаются за счет разного количества углерода, других легирующих элементов, таких как хром, никель и молибден, а также специальных процессов термообработки.
Процесс термообработки обычно состоит из закалки и, в зависимости от марки, иногда отпуска. Закалка заключается в нагреве стали до температуры, при которой кубические кристаллы железа изменяются от формы при комнатной температуре в виде ферритной (объемноцентрированной) структуры до ее высокотемпературной формы в виде аустенитной (гранецентрированной) структуры.Эта температура обычно составляет от 700 до 900 градусов в зависимости от содержания легирующих элементов и используемого оборудования.
Когда сталь переходит в аустенитное состояние, она закаливается — это означает, что сталь быстро охлаждается почти до комнатной температуры. Это быстрое охлаждение «замораживает» твердый раствор атомов углерода в железной матрице и формирует скрученные ферритные кубические кристаллы. Скрученные кристаллы придают очень высокую прочность. Эта закрученная кубическая версия кристаллов железа называется мартенситом, отсюда и название «мартенситная броневая сталь».
Второй процесс термообработки, называемый отпуском, может применяться для того, чтобы сделать сталь более пластичной, формуемой в холодном состоянии и менее чувствительной к усталостному растрескиванию. За последние два десятилетия, когда технология производства стали улучшилась, стало возможным изготавливать стали с меньшим содержанием примесей — это устранило необходимость постоянного отпуска стали для достижения основных механических свойств.
Обычно для броневых сталей используется твердость, которая в большинстве случаев измеряется и обозначается как твердость по Бринеллю (HB).
Различные броневые стали — классы и применение
Сталь для защиты от взрыва
Сталь для защиты от взрыва — это стали в диапазоне от 370 до 460 по Бринеллю. Они специально разработаны для защиты от высокоэнергетических ударов и волн от мин, самодельных взрывных устройств (СВУ) и даже гранат. Сегодня большинство используемых для защиты от взрыва сталей — это сталь 440 по Бринеллю, которая предлагает хорошее сочетание твердости и ударной вязкости.
Взрывобезопасные стали обычно используются для пола / корпуса бронированных автомобилей.Чтобы обеспечить высочайший уровень защиты и целостности транспортного средства, часть корпуса или пола изготавливается из одной секции очень широкой пластины. Эти плиты изгибаются с помощью сильных и длинных прессов (предпочтительно 800 тонн или больше) и во многих случаях на шесть метров длиннее. Самая распространенная форма корпуса — «V-образная» — эта особая форма под транспортным средством может перенаправлять силы взрыва.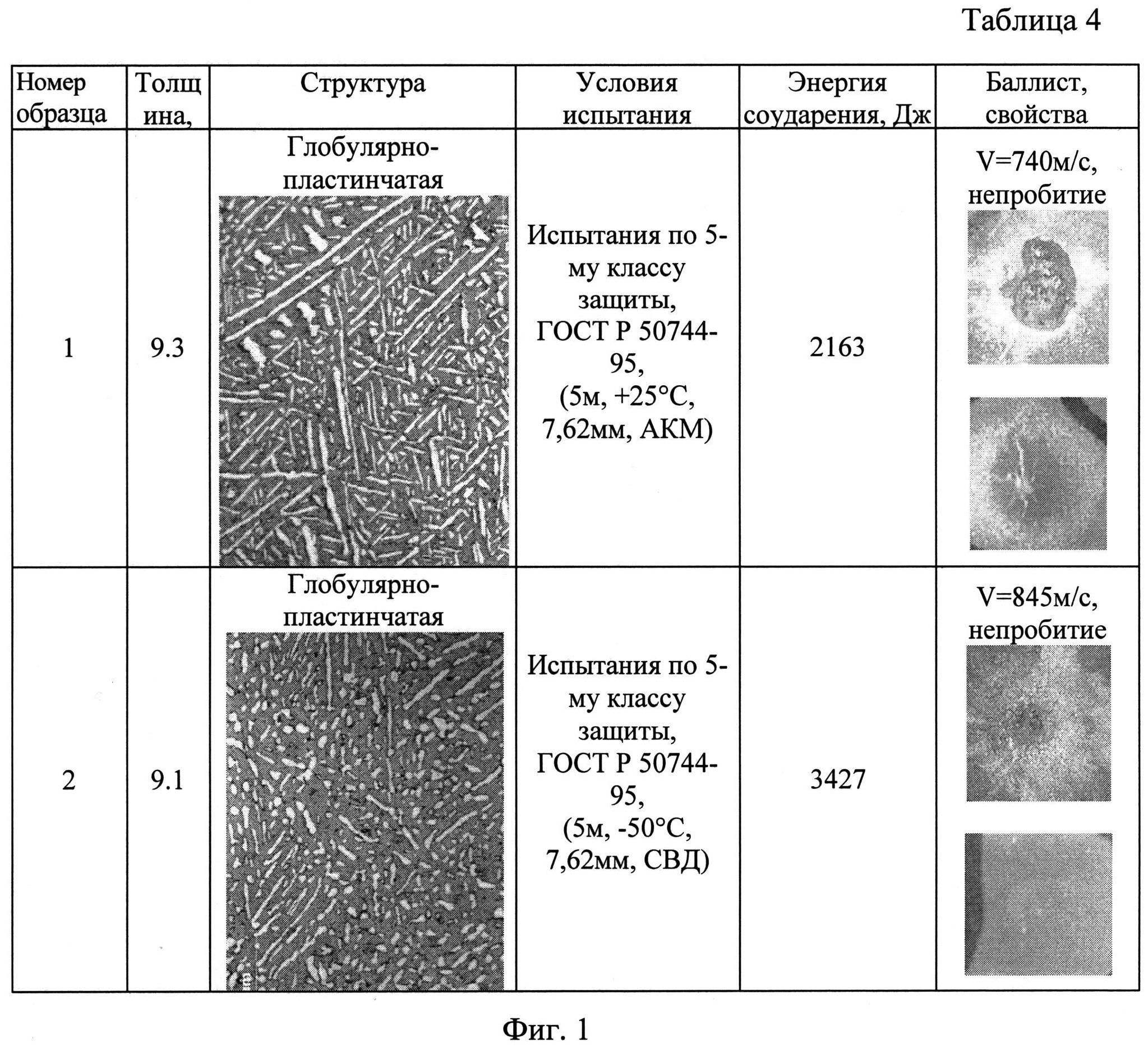
Сталь для защиты от взрыва должна быть очень прочной, чтобы поглощать большое количество энергии взрыва.Трудно провести реалистичные взрывные испытания, поэтому для проверки ударной вязкости материала испытание при минус 40 градусах Цельсия является наиболее распространенным способом испытания и сравнения сталей для защиты от взрыва. В стандарте НАТО STANAG 4569 эти стали в основном относятся к классам взрываемости. Содержание углерода варьируется от 0,12 до 24%.
Дополнительная перфорированная броня
Стали баллистической защиты
Конструкционная сталь
Для несущей части транспортного средства обычно используется конструкционная сталь — это связано с тем, что сталь должна быть не только гибкой и свариваемой; но должен обладать наибольшей устойчивостью к циклическим нагрузкам и усталости.Все виды стали для абразивоструйной обработки, а также стали марок 500 и 550 по Бринеллю должны подходить для применения в качестве конструкционной стали. Производители транспортных средств немедленно идентифицируют низкокачественные марки и типы стали на основе характеристик мастерской и удобства использования — растрескивание, невозможность изгиба / деформации и ограниченная свариваемость — все это хорошие примеры плохих сталей, которых следует избегать.
High Hardness Armor (HHA) — Сталь по Бринеллю 500 (HB477-540)
Броневые стали высокой твердости (HHA или HH) являются наиболее распространенными броневыми сталями во всем мире, и их свойства первоначально определялись военным стандартом США MIL-DTL-46100.
Стали HHA должны быть гибкими, свариваемыми и нечувствительными к усталости. Обычно они используются в качестве несущих конструкционных сталей. Содержание углерода в стали HHA обычно составляет около 0,27%. Чтобы остановить стандартную по НАТО пулю SS109 калибра 5,56 мм, обычно требуется сталь толщиной 6,5 мм.
Броня очень высокой твердости (VHH) — сталь Бринелля 550 (HB530-590)
Эти стали в основном относятся к стали типа 500 с немного более высоким содержанием углерода — около 0,31%. Стали HHA должны быть сгибаемыми, свариваемыми и нечувствительными к усталости.
Стали HHA должны быть сгибаемыми, свариваемыми и нечувствительными к усталости.
Чтобы остановить стандартную по НАТО пулю SS109 калибра 5,56 мм, обычно требуется сталь толщиной 5,5 мм.
«Дополнение к стали»
Как это звучит, добавка стали — это сталь, которую вы добавляете к существующему кузову / конструкции. Добавки из стали во многих случаях крепятся болтами в качестве «разнесенной брони».
Броневая сталь сверхвысокой твердости (UHH) — 600 по Бринеллю (HB580-640)
Броневая сталь600 по Бринеллю все еще считается некоторыми пользователями довольно экзотической, и ни один поставщик стали не рекомендует сталь типа 600 в качестве строительного материала, даже если сегодня многие заказчики действительно производят несущие тела / конструкции из этих типов стали.
В сочетании с последними достижениями в области производства стали и улучшением химического состава посредством исследований и разработок, сталь 600 по Бринеллю должна быть гибкой и, как правило, пригодной для использования без немедленного растрескивания во время использования.
В отличие от марок HHA и VHH, химический состав UHH больше различается у разных производителей, поскольку каждый использует свой подход и пытается достичь разных механических свойств.
Прекратить действие стандарта НАТО 5.Пуля калибра 56 мм SS109 обычно необходима из стали толщиной 5,0 мм.
Броневая сталь сверхвысокой твердости (XHH) — 650 по Бринеллю (HB630-700)
Броневая стальXHH сегодня считается редкостью и экзотикой. Броневые стали XHH производятся не всеми сталелитейными компаниями и в настоящее время в основном производятся для дополнительных целей. В некоторой степени возможны сварка и гибка, но обычно не рекомендуется. Сталь XHH начинает разрушаться, как керамические материалы.
Разбитая броня
Разнесенная броня предназначена в основном для защиты от бронебойных боеприпасов.Самая важная особенность разнесенной брони — это воздушный зазор или «пространство». Конструкции можно считать относительно простыми, поскольку две стальные пластины размещены параллельно с промежутком между ними. Во многих случаях 10-миллиметрового воздушного зазора достаточно, чтобы предотвратить очень высокий уровень угрозы.
Конструкции можно считать относительно простыми, поскольку две стальные пластины размещены параллельно с промежутком между ними. Во многих случаях 10-миллиметрового воздушного зазора достаточно, чтобы предотвратить очень высокий уровень угрозы.
Типичные методы монтажа разнесенной брони включают крепление болтами пластины из броневой стали к базовой конструкционной стали. Очень распространенный пример — когда вы начинаете с защиты EN1522 FB6 (SS109) — сталь типа 500 по Бринеллю 6,5 мм и добавляете 4.0 мм Пластина типа 500 по Бринеллю с воздушным зазором 10 мм. Это решение обеспечивает защиту от EN1522 FB7 — 7,62 x 51 AP. С помощью этого решения вы переходите от автономной стали толщиной 15 мм (включая допуски) к комбинации толщиной 11 мм, обеспечивающей снижение веса на 25 процентов и снижение затрат на сталь.
Как на самом деле работает экранированная броня, не указано. Существуют теории, что пуля возмущается и скручивается в воздушном зазоре после удара по первой пластине из двух пластинчатого раствора, однако более вероятное предположение состоит в том, что первый слой достаточно замедляет пулю, чтобы она не пробила внутреннюю пластину.Очень часто внутренняя пластина представляет собой сталь типа 500 по Бринеллю (конструкционная сталь), а внешняя — из стали типа 600 по Бринеллю или 650 по Бринеллю, так как она «добавляется».
Броня перфорированная
Перфорированная броня в некотором роде похожа на разнесенную броню, но передний слой состоит из одной или нескольких пластин с отверстиями (перфорациями). Отверстия имеют регулярный рисунок и обычно меньше калибра боеприпасов, для защиты от которых они предназначены.
Перфорированная броня работает через механизм, который повреждает пулю и скручивает ее, что снижает пробивную способность брони. Выполнение перфорации может быть дорогостоящим, так как оно должно выполняться либо до затвердевания брони, либо после ее затвердевания, завершаясь таким образом, чтобы материал не нагревался и не теряла твердость.
Перед закалкой перфорация выполняется с помощью лазерной резки или пробивки отверстий, однако немногие производители могут сделать это и впоследствии успешно закалить сталь.Сверление и лазерная резка могут быть выполнены, но поскольку есть тысячи отверстий, это может быть медленным и дорогостоящим процессом.
После закалки возможны сверление и гидроабразивная резка. Оба метода трудоемки и дороги из-за количества требуемых отверстий.
Типичный пример использования перфорированной брони — защита от ББ 7,62х54 мм (Драгунов). Вместо 16-миллиметровой твердой броневой стали 500 по Бринеллю можно использовать 6,5-миллиметровую броневую сталь 500 по Бринеллю плюс 4,0-миллиметровую перфорированную броневую сталь типа 600 по Бринеллю.С помощью этого решения можно снизить вес более чем на 40 процентов.
Как купить броневую сталь — простое руководство
Во всем мире существует множество производителей, предлагающих листы из взрывобезопасной или баллистической стали, большинство из которых расположены в Европе. . Чтобы принять обоснованное решение о типе броневой стали, которую вы будете использовать, необходимо ответить на следующие вопросы:
- Какая защита мне нужна? Какой тип боеприпасов (калибр, геометрия, бронебойность и т. Д.)? От какой скорости и угла удара защитит броня?
- Какой вес может иметь сталь? Есть ли ограничение / ограничение по весу для защищаемого транспортного средства / приложения?
- Какую стоимость я могу обнажить? Могу ли я выбрать более дорогую броню типа 550 по Бринеллю или 600 по Бринеллю вместо броневой стали марки 500 по Бринеллю?
- Как должна быть изготовлена сталь? Здесь необходимо учитывать Резку, сварку и гибку материала .
- Должен ли я покупать напрямую у производителя стали или дистрибьютора / держателя акций.Самые серьезные производители броневой стали, у которых вы можете покупать напрямую, чтобы сэкономить деньги, получить полную сертификацию и гарантии, а также поддержку продукта
- Со склада или по прямому заказу? Достаточно ли мое количество и есть ли у меня время, чтобы купить производственный заказ, чтобы сэкономить деньги, или мне нужно покупать со склада?
- Как мне получить помощь? У серьезной компании по производству броневой стали есть люди, которые могут помочь как с тем, что купить, так и с тем, как использовать сталь .

Свяжитесь с нами
В Swebor мы имеем более чем 35-летний опыт и знания о том, как наилучшим образом использовать сталь в самых разных сферах применения.Ознакомьтесь с нашим ассортиментом брони или свяжитесь с нами по любым вопросам или для получения предложения.
Metals Depot® — стальная бронеплита | 46100 Броневая пластина
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: MIL-A-46100E, также известная как баллистическая пластинаОТДЕЛКА: Синий / серый, слегка зернистый
ХАРАКТЕРИСТИКИ: Сварка = удовлетворительная
Обработка / шлифование = плохое качество
Гибка / формовка = плохая износостойкость
= отличная
МЕХАНИЧЕСКИЕ СВОЙСТВА: Прочность на растяжение = 190 000 фунтов на квадратный дюйм
Предел текучести = 240 000 фунтов на квадратный дюйм
Относительное удлинение = 10% на 2 дюйма
Твердость по Бринеллю = 477/534
ДОСТУПНЫЕ РАЗМЕРЫ: 1×4 фута, 2×2 фута, 2×4 фута.
 4×4 фута, 4×8 футов или обрезка по размеру
4×4 фута, 4×8 футов или обрезка по размеру Размеры заготовки могут отличаться +/- 1/4 дюйма
Длина обрезки по размеру +1/8 дюйма / — 0 дюймов
КАК ИЗМЕРИТЬ: Толщина (A) X Ширина X Длина
Панели и носители бронежилетов AR500 и AR550
Бронежилет
может быть изготовлен из стали, керамики или композитных материалов.Размеры пластин бронежилета варьируются от 8×10, 10×12 или 11×14, которые вставляются в пластину-носитель.
Броня корпуса со стальным сердечником — это закаленная сталь, которая обычно используется в ситуациях, чтобы предотвратить или уменьшить повреждение от сильных ударов и истирания. «AR» в названии означает «стойкость к истиранию», а цифра 500 означает твердость по Бринеллю. Чем выше рейтинг по Бринеллю, тем тверже и прочнее сталь. Сталь AR500 — это материал, который использовался военными, компаниями, производящими бронетехнику, а также некоторыми производителями и продавцами бронежилетов, такими как мы.Хотя толщина броневых листов со стальным сердечником составляет всего 1/4 — 5/8 дюйма, они могут весить от 5 до 11 фунтов в зависимости от размера, формы и покрытия.
Бронежилет со стальным сердечником тяжелее обычного композитного / керамического или мягкого бронежилета, однако он рассчитан на остановку снарядов от стандартных винтовочных патронов до высокоскоростных винтовочных патронов. После того, как пластины вставлены в держатель и надеты пользователем, вес равномерно распределяется по верхней части тела. Стальной бронежилет может быть комфортным с подходящим носителем, который соответствует форме и размеру вашего тела
.
Когда дело касается брони со стальным сердечником, сравнение пластин может вызвать затруднения. Сталь намного тоньше, что обеспечивает большую мобильность для пользователя. В зависимости от того, какова цель вашего применения, будь то активные стрелковые ситуации, повседневное ношение или тренировка будет иметь значение при вашей покупке. Сталь имеет баллистический срок хранения 20 лет и 5-летнюю гарантию, так как это сталь «AR» (устойчивая к истиранию), она может выдержать 6 выстрелов с 50 футов. Стальные бронеплиты дешевле, что увеличивает привлекательность для правоохранительных органов, военнослужащих, охранников и гражданских лиц с ограниченным бюджетом.
Сталь намного тоньше, что обеспечивает большую мобильность для пользователя. В зависимости от того, какова цель вашего применения, будь то активные стрелковые ситуации, повседневное ношение или тренировка будет иметь значение при вашей покупке. Сталь имеет баллистический срок хранения 20 лет и 5-летнюю гарантию, так как это сталь «AR» (устойчивая к истиранию), она может выдержать 6 выстрелов с 50 футов. Стальные бронеплиты дешевле, что увеличивает привлекательность для правоохранительных органов, военнослужащих, охранников и гражданских лиц с ограниченным бюджетом.
Общим недостатком стальных бронежилетов является то, что снаряды могут фрагментироваться и рикошетить от лица под углом от 0 до 20 градусов. Это означает, что осколки пули могут попасть в ваши ноги, руки, шею и голову, что может привести к опасным для жизни травмам. Базовое покрытие защищает пластину от ржавчины и / или коррозии. Наше базовое покрытие не будет содержать осколков в случае стрельбы, наши испытания показывают, что фрагменты выступают дальше от тела по сравнению с пластиной без покрытия.Наше покрытие Encapsaloc ™ для предотвращения выкрашивания улавливает шрапнель и фрагменты внутри покрытия в качестве дополнительной защиты Full Coat.
Различия между стальными сердечниками AR500 и AR550
Все бронежилеты классифицируются по уровням угрозы, установленным Национальным институтом юстиции, который является отделом исследований, разработок и оценки Министерства юстиции США. Уровни угрозы варьируются от уровня IIIA до уровня IV, что указывает на степень защиты.Чем выше рейтинг угрозы, тем выше уровень защиты. Броня уровня III + прошла независимые испытания на соответствие или превышение стандартов NIJ уровня III. Уровень III + является отраслевым термином и не признается NIJ. Spartan Armor Systems предоставляет Steel Core Armor с уровнями угрозы III и III +.
Наш Spartan ™ Omega ™ Multi-Hit AR500 имеет рейтинг угрозы III, который включает:
Наш Spartan ™ Multi-Hit AR550 имеет рейтинг угрозы уровня III +, который включает:
Вот короткое видео с сайта PoliceOne. com, который сравнивает бронежилет AR500 и AR550 от Spartan Armor Systems, принимая во внимание степень защиты и стоимость.
com, который сравнивает бронежилет AR500 и AR550 от Spartan Armor Systems, принимая во внимание степень защиты и стоимость.
Все бронежилеты Spartan Armor Systems со стальным сердечником производятся в США на нашем заводе в Тусоне, штат Аризона. Мы с гордостью предлагаем военнослужащим, правоохранительным органам и службам быстрого реагирования скидку 10% на все наши продукты. Доставка БЕСПЛАТНА для ВСЕХ заказов.
Для получения дополнительной информации о продуктах Spartan Armor Systems вы можете связаться с нами через Интернет, позвоните нам, чтобы поговорить с одним из наших экспертов по броне по телефону (520) 396-3335.Мы здесь, чтобы помочь вам со всеми необходимыми бронежилетами и тактическим снаряжением
Body Armour | AR550 Multi-Curve Сталь
Это можно увидеть на примере нашего процесса гибки, фрагментации покрытия и деталей отделки. Это был материал, с которого мы начали и с которым у нас больше всего опыта. Мы это видели, сделали, улучшили.
Steel Body Armor обеспечивает отличную защиту, которая может остановить несколько попаданий снарядов. Мы много лет работали с баллистической сталью, устойчивой к истиранию (AR), и не нашли лучшего продукта, чем наши стальные бронеплиты AR550.Эта броня имеет уровень III +, так как она может противостоять особым угрозам, таким как патроны M855.
Все наши стальные листы имеют один вариант эргономичного изгиба. Мы работали с LE и специалистами по оказанию первой помощи, чтобы разработать изгиб, который вам будет удобно носить. Мы предоставляем это без дополнительных затрат. Также важно то, что уникально в том, как мы сгибаем нашу сталь. Мы разработали пресс, который создает многогранный изгиб за ОДИН шаг. Почему это важно? Когда вы делаете несколько изгибов для получения нескольких изгибов, это создает дополнительную нагрузку на пластину, которая может ослабить ее.Мы воспроизвели те же изгибы, которые вы видели в многогранной керамической броне в течение многих лет.
Наши агрессивные защитные пластины для бронежилета Shooters Cut снижают вес, обеспечивая при этом достаточную защиту для защиты ваших жизненно важных органов. Используйте наши мягкие подкладки CaliberX ™ для еще большей защиты и комфорта.
Используйте наши мягкие подкладки CaliberX ™ для еще большей защиты и комфорта.
Наша стандартная пластина поставляется с покрытием для защиты пластины от ржавчины и непогоды. Одна из проблем Steel Armor — сдерживание осколков. Часть этих осколков содержится в пластинчатом носителе брони, но все же существует риск смертельной шрапнели.Мы рекомендуем наше дополнение Caliber Anti-Spall. Мы объединились с нашими друзьями из Bullet Liner®, чтобы разработать противоскользящее покрытие специально для нашей брони. Это дополнение к стальной пластине дает вам душевное спокойствие при ношении стальной брони.
Вес для бронежилета калибра AR550 Стальной бронежилет:
10 x 12 — 7 фунтов 6 унций стандартное против 8 фунтов 7 унций с противоскользящим покрытием
8 x 10 — 4 фунта 14,8 унции стандартное против 5 фунтов 14,8 унции с противоскользящим покрытием
11 x 14 — 8 фунтов 13.3 унции Standard против 9 фунтов 13,3 унции с противоскользящим покрытием
Руководство по установке жесткой брониСредневековый латный доспех | Продам стальную броню
Добро пожаловать в раздел «Латная броня»! Здесь можно увидеть десятки различных моделей средневековых металлических доспехов: как отдельные части из разных исторических периодов и территорий, так и полные комплекты защиты тела.
Этот раздел содержит 11 категорий:
1. Средневековый полный доспех. С доисторических времен люди пытались защитить свое тело от ударов врага.На нашем сайте вы можете выбрать более свежие версии защиты, которые напоминают эпоху королей и рыцарей, великих турниров и крестовых походов. Даже если вы не представляете себя одним из рыцарей Круглого стола, всегда можно использовать наши доспехи ручной работы для средневекового интерьера.
В этой категории вы можете увидеть множество наборов доспехов, которые использовались в разные эпохи. Примеры полных доспехов: доспехи в стиле Чурбург, стальные английские полный комплект доспехов, стальные готические полные доспехи, а также вороненые готические доспехи. Каждое изделие изготавливается вручную, изготавливается по индивидуальным размерам заказчика с учетом всех пожеланий и пожеланий.
Каждое изделие изготавливается вручную, изготавливается по индивидуальным размерам заказчика с учетом всех пожеланий и пожеланий.
2. Средневековые шлемы. Искусно изготовив металл, мы предлагаем широкий выбор рыцарских шлемов. В первобытном мире такие изделия были слишком дорогими, поэтому шлемы долгое время оставались недоступными для большинства воинов. Сейчас, глядя на современные шлемы из композитных материалов со встроенными радиопередатчиками и приемниками, сложно представить, что они совсем закончились из бумаги.Предлагаем вам самые популярные виды средневековых шлемов: от самых простых шлемов, таких как чайник, chapel-de-fer, до самых сложных, но и невероятно красивых шлемов: шлем сахарной головы, бацинет с луковичной вершиной с клаппвизором, хаунскалл, Японский шлем Кабуто и исторические шлемы с различными козырьками. Все шлемы изготавливаются вручную нашими мастерами по индивидуальным параметрам клиента.
3. Кирасы, нагрудники и горжеты. Безусловно, кираса — одна из важнейших составляющих исторического защитного снаряжения, прикрывающего туловище воина.Он может быть изготовлен из металла или кожи. Средневековые нагрудники могут служить как самостоятельным доспехом, так и частью набора. В то время как кираса или нагрудник защищают туловище, такой тип средневековой брони, как горжет (или бевор), предназначен для защиты подбородка и шеи от мечей и другого холодного оружия. Обычно его использовали вместе со шлемом и полной броней. На нашем сайте представлен широкий выбор панцирей с юбкой и без кистей, нагрудников и горжетов в итальянском, английском и чюрбургском стилях.
4. Рукавицы с перчатками и рукавицы. Руки могут быть на самой важной части вашего тела. Как воин держит оружие руками и пальцами, так что если они ранят, вы просто не сможете сражаться. Наши мастера могут изготовить безупречные функциональные средневековые доспехи для рук: рукавицы с пальцами, латные варежки или перчатки. Каждая модель защищает руки на высшем уровне и позволяет пальцам свободно двигаться.
5. Кухни, косяки, полейны и сабатоны. В этом разделе представлены те части брони, которые защищают ноги, а именно бедра, колени, икры и ступни.У нас вы можете приобрести полную защиту ног, такую как немецкая или английская готическая защита ног или броня для разных частей: наколенники с разными типами ронделей для защиты колен, наголенники для защиты передней части или целой икры и, конечно же, башмаки — рыцарские стальные башмаки. Все изделия могут быть индивидуализированы и декорированы по желанию заказчика.
6. Латное наплечье и наплеч. Металлический наплеч как часть наплечного доспеха и частично шеи. Они целиком металлические, очень редко включают в себя кожу.Мы производим наплечники и наплечники в итальянском, немецком, английском стилях. Все продукты изготавливаются вручную с учетом потребностей и размеров каждого покупателя. Эти средневековые доспехи обычно привязаны к стеганому гамбезону или кирасе.
7. Наручи, заклинатели и нарукавные доспехи. В этой категории мы представляем такую важную часть брони, как защита оружия. Предлагаем выбирать как полную защиту рук от запястья до плеча, так и отдельные части. В дополнение к полному оружию, здесь вы найдете защиту предплечья, такую как Лодка — популярная восточная броня для рук или стилизация — спортивная металлическая защита для рук для SCA.Также возможно приобретение налокотников отдельно, с ронделями разной формы или без них.
8. Средневековые щиты. Щиты — это самое популярное защитное снаряжение, известное с давних времен. Он мог иметь разные формы (круглая, треугольная, квадратная), размеры (небольшие кулачковые щитки диаметром 20-40 см или большие щитки высотой не менее 110 см), материалы (дерево, фанера, сталь, бронза). В этой категории вы можете увидеть щиток на заказ (как готовый для самостоятельной сборки).Каждая модель может быть индивидуализирована и украшена росписью или травлением латунных пластин.
9. Заклепки для ремонта брони. При необходимости ремонта какой-либо части брони предлагаем приобрести набор из 50 стальных или латунных заклепок разного диаметра. Эти заклепки подходят как для стальной брони, так и для разбойников.
Эти заклепки подходят как для стальной брони, так и для разбойников.
10. Фэнтези и LARP доспехи. Если вы увлечены LARP или косплеем, или просто любите фэнтезийные фильмы или игры и хотите создать образ своего любимого персонажа, эта категория как раз для вас! Уникальная ручная защита корпуса из кожи и стали изготовлена из высококачественных материалов.
11. Кожаные доспехи. Здесь можно увидеть доспехи для любой части тела — как наручи и наплеч, так и кирасы, кожаный акетон и полные комплекты. Для создания доспехов мы используем только лучшую натуральную кожу разных цветов. Каждая деталь, каждая пластина и ремни вырезаются руками наших мастеров.
Мы всегда открыты для новых идей! Присылайте черновики / изображения / полное описание брони, которую вы хотели бы иметь, на [электронная почта], и мы будем рады создать ее для вас!
Разрушение высокопрочной броневой стали при ударном нагружении
Основные моменты
- •
Обсуждаются материал и ударные свойства высокопрочной и высокотвердой броневой стали (Mars®300).
- •
Зависимость между положениями удара и разрушением перфорированных пластин доказана экспериментально и численно.
- •
Предложенная модель пластичности и разрушения проверена, что доказывает их применимость в численном моделировании ударных событий.
- •
Представлена сложность условий удара и их влияние на разрушение стали.
Abstract
Mars® 300 — мартенситная сталь сверхвысокой твердости (UHHA), предназначенная для баллистической защиты.Он доступен в листах разной толщины, а также в виде перфорированных пластин с периодическим рисунком цилиндрических отверстий. Устанавливается как дополнительный слой перед основной броней, его цель — вызвать отклонение или фрагментацию малокалиберных снарядов. В настоящем исследовании ударный процесс исследуется с помощью гибридного экспериментально-численного подхода. Эксперименты по вязкому разрушению проводятся при различных напряжениях, скоростях деформации и температурах на ряде плоских образцов стали Mars® 300 для определения пластичности и реакции на разрушение.Модель пластичности состоит из поверхности текучести фон Мизеса, правила несвязанного анизотропного течения, комбинированного закона деформационного упрочнения Свифта – Воца и зависимости типа скорости и температуры Джонсона – Кука. Для прогнозирования начала разрушения используется напряженное состояние и модель возникновения разрушения Хосфорда – Кулона, зависящая от скорости деформации. Эксперименты по удару проводятся по мишеням из однородных и перфорированных пластин Mars® 300 путем ускорения цилиндрических снарядов Mars® 300 в одноступенчатой газовой пушке. В зависимости от места удара для перфорированной пластины выделяют три различных механизма разрушения.Затем выполняется моделирование методом конечных элементов с использованием калиброванной модели материала для тщательного анализа экспериментов со ударами. Получено очень хорошее предсказание различных случаев удара и характера их разрушения, подтверждающее применимость пластичности и модели разрушения для ударных нагрузок.
Эксперименты по вязкому разрушению проводятся при различных напряжениях, скоростях деформации и температурах на ряде плоских образцов стали Mars® 300 для определения пластичности и реакции на разрушение.Модель пластичности состоит из поверхности текучести фон Мизеса, правила несвязанного анизотропного течения, комбинированного закона деформационного упрочнения Свифта – Воца и зависимости типа скорости и температуры Джонсона – Кука. Для прогнозирования начала разрушения используется напряженное состояние и модель возникновения разрушения Хосфорда – Кулона, зависящая от скорости деформации. Эксперименты по удару проводятся по мишеням из однородных и перфорированных пластин Mars® 300 путем ускорения цилиндрических снарядов Mars® 300 в одноступенчатой газовой пушке. В зависимости от места удара для перфорированной пластины выделяют три различных механизма разрушения.Затем выполняется моделирование методом конечных элементов с использованием калиброванной модели материала для тщательного анализа экспериментов со ударами. Получено очень хорошее предсказание различных случаев удара и характера их разрушения, подтверждающее применимость пластичности и модели разрушения для ударных нагрузок.
Ключевые слова
Вязкое разрушение
Трехосное напряжение
Угол заделки
Перфорированная дополнительная броня
Моделирование удара
Броневая сталь
Рекомендуемые статьи Цитирующие статьи (0)
Просмотреть полный текст© 2017 Elsevier Ltd.Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
TruSHIELD | Коммерческая Металлургическая Компания
Ударопрочность и ударная вязкость
TruSHIELD плавится и производится в США. Наши процессы термообработки, закалки и отпуска позволяют создавать прочный стальной продукт, который соответствует коммерческим и военным требованиям или превосходит их. Как следует из названия, TruSHIELD может без сбоев поглощать несколько одновременных и повторяющихся ударов, независимо от приложения.
Качество и производительность
Усовершенствованная металлургическая мартенситная зернистая структураTruSHIELD создается с помощью нашего уникального процесса термообработки, закалки и отпуска, в результате чего сталь конструируется так, чтобы соответствовать или превосходить требуемую твердость для каждого применения. Мы производим легкую, ударопрочную сталь с широким диапазоном классов брони, подтвержденную независимыми лабораторными испытаниями. Сталь TruSHIELD обладает превосходными баллистическими свойствами, что позволяет производителям использовать меньше стали для конечного использования без ущерба для требуемых уровней защиты.
Формуемость и свариваемость
Усовершенствованный химический состав и наши процессы термообработки, закалки и отпуска используются для производства TruSHIELD с пластичностью, необходимой для формуемости и изготовления в последующих производственных процессах. Производители и производители могут использовать самые обычные, ручные или автоматизированные сварочные процессы при работе с продуктами TruSHIELD.
Качество поверхности
Листовые материалыTruSHIELD имеют превосходное качество поверхности с гладкой поверхностью, готовой к нанесению на открытых или окрашенных поверхностях.Пожалуйста, узнайте о наших применениях для дробеструйной обработки и защиты от ржавчины.
TruSHIELD — ИЗДЕЛИЯ ДЛЯ БРОНИ И БАЛЛИСТИЧЕСКИХ ПЛАСТИН КОММЕРЧЕСКОГО МАРКИ
Доступен коммерческий броневой лист с отчетами о баллистических испытаниях, включенными для всех продуктов.
| Продукт | NIJ III A | NIJ III | NIJ IV | EN 1063 B6 | EN 1063 B7 | Stanag Уровень II |
| TruSHIELD 500 | . 098 ” 098 ”(2,5 мм) | . 250 ” (6,5 мм) | . 500 ” (12,7 мм) | . 250 ” (6,5 мм) | – | – |
| TruSHIELD 600 | – | .197 ” (5,0 мм) | .394 ” (10,0 мм) | .197 ” (5,0 мм) | .394 ” (10,0 мм) | .315 ” (8,0 мм) |
| TruSHIELD 650 | – | .197 ” (5,0 мм) | .394 ” (10,0 мм) | .197 ” (5,0 мм) | .394 ” (10,0 мм) | .315 ” (8,0 мм) |
TruSHIELD может также соответствовать другим требованиям уровня защиты в зависимости от толщины и марки.Пожалуйста, запрашивайте дополнительную информацию.
Приложения
TruSHIELD — идеальный выбор для коммерческого использования брони и баллистической стали, он может соответствовать самым строгим спецификациям для коммерческого применения, включая:
- Транспортные средства для перевозки наличных
- Счетчики и клетки для банков
- Вставки бронежилета
- Охрана автомобилей (броневики, лимузины)
- Посты охраны
- Защита помещения
- Пуленепробиваемые двери
Щелкните название продукта, чтобы загрузить спецификацию.
| Коммерческая спецификация | Толщина | Ширина | Длина | Углеродный эквивалент | Диапазон твердости | Твердость (номинальная HBW) | Удары по Шарпи (типичные) при -40 ° F (-40 ° C) |
TruSHIELD 500 Пластина | До 0. 500 ” 500 ”(12,7 мм) | до 60 дюймов (1524 мм) | до 288 дюймов (7315,2 мм) | 0,61 | 470–535 | 500 | 29,8 Дж (22 фут-фунта) |
| TruSHIELD 550 Пластина (ENG) | (ESP) | до 0,500 дюйма (12,7 мм) | до 60 дюймов (1524 мм) | до 288 дюймов (7315.2 мм) | 0,70 | 525–570 | 550 | 18 фут-фунтов (24,4 Дж) |
| TruSHIELD 600 Пластина (ENG) | (ESP) | до 0,500 дюйма (12,7 мм) | до 60 дюймов (1524 мм) | до 144 дюймов (3657,6 мм) | 0,84 | 570–650 | 600 | 13.5 Дж) |
| TruSHIELD 650 Пластина (ENG) | (ESP) | до 0,500 дюйма (12,7 мм) | до 60 дюймов (1524 мм) | до 144 дюймов (3657,6 мм) | 1,00 | 625–700 | 650 | 13,5 Дж (10 фут-фунтов) |
На диаграмме показаны минимальные значения, если не указано иное.
CMC Impact Metals устанавливает стандарт плоскостности закаленных и отпущенных изделий из легкой толщины с помощью нашего современного процесса.В результате мы гарантируем плоскостность 1/4 ASTM A6 на листах TruSHIELD 500 толщиной 0,300 дюйма и более. Узнайте о нашей технологии TruFLAT здесь.
.