- ГДЗ
- 1 Класс
- Окружающий мир
- 2 Класс
- Математика
- Английский язык
- Русский язык
- Немецкий язык
- Литература
- Окружающий мир
- 3 Класс
- Математика
- Английский язык
- Немецкий язык
- Окружающий мир
- 4 Класс
- Математика
- Английский язык
- Русский язык
- Немецкий язык
- 5 Класс
- Математика
- Английский язык
- Русский язык
- Немецкий язык
- Биология
- История
- География
- Литература
- Обществознание
- Технология
- Естествознание
- 6 Класс
- Математика
- Английский язык
- Русский язык
- Немецкий язык
- Биология
- История
- География
- Литература
- Технология
- 7 Класс
- Английский язык
- Русский язык
- Алгебра
- Геометрия
Тест по технологии для мальчиков (6 класс)
Тест по технологии для мальчиков
6 класс.
1.Какой порок древесины возникает в результате поражения ее дереворазрушающими грибами?
А) червоточины;
Б) гниль;
В) трещины.
2. Что не относится к физическим свойствам древесины?
А) влажность;
Б) плотность;
В) упругость.
3. Что не относится к механическим свойствам древесины?
А) прочность;
Б) запах;
В) твердость.
4. Что такое прочность древесины?
А) свойство древесины сопротивляться проникновению в нее другого тела;
Б) свойство древесины восстанавливать свою первоначальную форму после прекращения действия нагрузки;
В) свойство материала сопротивляться разрушению под действием внешних нагрузок.
5. Что указывается в технологической карте?
А) подробное описание технологической операции;
Б) последовательность выполнения операций, их графическое изображение, а также перечень инструментов и приспособлений, необходимых для каждой операции;
В) маршрут следования заготовок по операциям.
6. Что такое шкант?
А) небольшой деревянный цилиндрический стержень диаметром 6 – 8 мм;
Б) деревянный гвоздь;
В) инструмент для разметки.
7. Какой инструмент используется для контроля размеров цилиндрических поверхностей?
А) линейка;
Б) штангенциркуль;
В) кронциркуль.
8. Что такое шпиндель?
А) главный вал станка;
Б) вал задней бабки;
В) вал электродвигателя.
9. Какое приспособление применяется на токарном станке для закрепления коротких и плоских заготовок большого диаметра?
А) трезубец;
Б) патрон;
В) планшайба.
10. Для чего на токарном станке служит подручник?
А) для опоры режущего инструмента;
Б) для опоры рук;
В) для опоры заготовки.
11. Какое движение является главным при работе на токарном станке?
А) поступательное движение стамески;
Б) вращательное движение заготовки.
12. Какие стамески применяют для черновой обработки заготовки на токарном станке?
А) полукруглые;
Б) прямые;
В) косые.
13. На каком расстоянии от поверхности заготовки должен находиться подручник?
А) 1-2 мм;
Б) 3-4 мм;
В) 5-6 мм.
14. Какой частью режущей кромки косой стамески выполняют чистовое точение?
А) всей режущей кромкой;
Б) серединой режущей кромки;
В) любой.
15. Для чего применяют грунтовку?
А) для улучшения прилипания краски;
Б) для растворения масляных красок;
В) для заполнения трещин.
16. Какие инструменты для резьбы по дереву относятся к основным?
А) резак;
Б) рашпиль;
Б) рубанок;
В) стамеска.
17. Каким инструментом выполняют геометрическую резьбу по дереву?
А) косой стамеской;
Б) прямой стамеской;
В) косым ножом-косяком.
18. Что является рабочим органом у настольного сверлильного станка?
А) шпиндель со сверлом;
Б) реечный механизм;
В) рукоятка.
19. Что такое пластичность металла?
А) свойство металла в расплавленном состоянии хорошо заполнять литейную форму;
Б) свойство металлов соединяться в пластичном или расплавленном состоянии;
В) способность изменять форму под действием каких-либо нагрузок, не разрушаясь.
20. Латунь – это…
А) сплав меди с цинком;
Б) сплав меди с алюминием;
В) сплав меди со свинцом.
21. Какой из видов проката относится к тонколистовому?
А) листовой металл толщиной до 1 мм;
Б) листовой металл толщиной до 0.5 мм;
В) листовой металл толщиной до 10 мм.
22. Какое из свойств металла не относится к технологическим?
А) свариваемость;
Б) упругость;
В) ковкость.
23. К какому виду инструмента относится кернер?
А) к режущим инструментам;
Б) к ударным инструментам;
В) к разметочным инструментам.
24. Разные стандартные профили металлопроката называются…
А) ассортимент;
Б) сортамент;
В) перечень.
25. Инструментом для строгания древесины является:
А) долото;
Б) шерхебель;
В) рашпиль;
Г) стамеска.
Ключ.
1Б
6
А
11
Б
16
А, В
21
А
2
В
7
В
12
А
17
В
22
Б
3
Б
8
А
13
Б
18
А
23
В
4
В
9
В
14
Б
19
В
24
Б
5
Б
10
А
15
А
20
А
25
Б
Стамеска – это плотницкий и столярный режущий инструмент, предназначенный для осуществления выборки в древесине. Его применение необходимо для решения широкого спектра задач. Стамески бывают – столярными, резными и токарными. Столярные используются для корректировки размера деревянной заготовки, резные для художественной резки, а токарные применяются в тех случаях, когда необходимо провести обтачивание древесины на токарном станке.
Что можно сделать стамеской
Этот инструмент является практически универсальным для выполнения работ по древесине. С его помощью можно:
- Сделать выборку углубления.
- Зачистить паз.
- Снять фаску.
- Нанести рельефную или контурную резьбу.
Возможности стамески во многом зависят от формы режущей кромки рабочего полотна. По принципу действия инструмент бывает ручного и ударного типа. Ручная стамеска врезается в древесину от давления, оказываемого на рукоять рукой мастера. Ударный тип погружается в дерево в результате нанесения ударов по рукояти, осуществляемых с помощью колотушки, киянки или резинового молоточка.
Конструкция инструмента
Стамеска состоит из двух основных элементов – полотна и ручки. Непосредственно само полотно имеет острое лезвие на торце, которое и осуществляет врезание в древесину. Хвостовик полотна заострен и внешне напоминает гвоздь. Он набивается непосредственно на рукоять. Сама ручка выполняется из дерева или пластика.
В классическом деревянном варианте на участке ее соединения с полотном устанавливается металлический колпачок, препятствующий разрушению торца в результате сильного давления. Если инструмент предназначен для ударной обработки заготовок, то на тыльной части ручки набито металлическое оголовье в виде кольца, предупреждающего растрескивание.
Форма и ее предназначение
Существует несколько десятков популярных форм стамесок, которые отличаются по удобству использования рукоятей, величине, ширине и изгибу режущего полотна, а также остроте кромки. К самым распространенным формам можно отнести:
- Прямая.
- Косая.
- Радиусная.
- Скобчатая.
- Угловая.
- Клюкарза.
Прямая
Стамеска имеет плоский профиль режущей кромки. Такой резец может иметь различную ширину. Его предназначение заключается в обеспечении ровного аккуратно среза с достижением идеально плоской поверхности. Инструмент позволяет делать углубление с прямым дном, а также убирать излишнюю поверхность древесины на внешней стороне заготовки.
Работать с прямой режущей кромкой, даже при достаточной остроте, довольно трудно. По этой причине большинство предлагаемого заводского инструмента с такой поверхностью является ударным, что позволяет проводить выборку без использования собственной мускульной силы.
Косая
Стамеска благодаря наличию скошенного угла атаки режущей кромки обеспечивает более эффективное и легкое врезание в дерево. В результате существенно ускоряется процесс выборки. Зачастую инструмент применяют для грубой работы, после которой будет проводиться чистовая обработка. В большинстве случаев, данный тип применяется для создания углублений, к при
Радиусный или полукруглый
Тип представляет собой инструмент, режущая кромка которого изогнута в форме полукруга. Его использование позволяет проводить аккуратное заглубление. Подавляющее большинство резцов для фигурной обработки сделаны именно в этой форме. Радиусный инструмент эффективно углубляется в древесные волокна, при этом, не позволяя заготовке растрескиваться. С помощью такой режущей кромки можно с легкостью осуществлять резьбу по неровному контуру, не имеющих прямых или острых углов.
Скобчатый или коробчатый
Тип стамесок представляет собой прямую режущую кромку с бортиками различной высоты. Они применяются для проведения узкой выборки по ровной линии, не позволяя трещинам расходиться в сторону. Такой инструмент применяется гораздо реже, чем круглые, косые или прямые лезвия. Угол между режущей кромкой и боковыми бортиками, прямой.
Угловая
Стамеска имеет специфический профиль в виде угла. Его форма является V-образной. Сам угол в различных исполнениях составляет от 60 до 90 градусов. Подобный инструмент применяется для назначения контура будущей выборки. Также его можно встретить в проведении рельефной и контурной резьбы. Заточка V-образной режущей кромки требует особого мастерства, поскольку неравномерное снятие фаски на профиле приводит к различию высоты щек.
Клюкарза
Является самым необычным инструментом данного типа. Она имеет продольный изгиб лезвия, размещенный ближе к режущей кромке. Данный тип применяется для ручной выборки древесины в углублениях, когда обычный ровный профиль не способен обеспечить достаточный захват для среза.
Клюкарза может иметь как плоскую, так и скругленную форму режущей кромки, что существенно расширяет возможности применения. Такой тип стамесок является необходимым для врезания замка в дверное полотно. Начало работы проводится обычным прямым инструментом, а при осуществлении уже достаточного углубления мастер переходит на клюкарзу. Угол атаки изогнутого профиля более приемлемый для контакта с древесиной в глубоких впадинах. Это препятствует образованию сколов на верхних слоях заготовки, что случается при использовании ровного полотна.
Как затачивается стамеска
Для того чтобы инструмент обеспечивал качественный срез с минимальными усилиями необходимо обеспечить его правильную заточку. Работа тупой стамеской опасна, поскольку существенно увеличивает риск травмоопасности.
Для комфортной работы угол заточки должен быть в пределах от 20 до 35 градусов. Обычный инструмент преимущественно затачивают под 25 градусов, а очищающий под 20 градусов. Чтобы добиться качественного результата, важно применять ровный камень. Сточенный за годы брусок является малопригодным и не позволит добиться бритвенной остроты.
Для того чтобы добиться бритвенной остроты необходимо использовать как минимум три типа брусков. Сначала работа должна выполняться на крупнозернистом камне, после чего потребуется перейти на средний, а заканчивать лучше на бархатном бруске минимальной зернистостью. Такая очередность позволяет добиться зеркальной поверхности.
Ручное затачивание дает значительно более качественный результат, чем работа на наждаке. Использование наждачного станка приемлемо лишь в тех случаях, когда следует снять имеющиеся зазубрины на полотне, чтобы выровнять его режущую кромку, перед непосредственным началом ручной правки.
Во время затачивания необходимо водить лезвием назад и вперед. При этом желательно смазать камень специальным маслом, или замочить несколько минут в обычной воде. Продолжительность заточки зависит от качества стали стамески и жесткости камня. Обычный точильный брусок справляется с задачей за 10-20 минут, в то время как алмазный выполнит работу в несколько раз быстрее.
Превосходного результат можно добиться при использовании специального фиксирующего станка, который позволяет закрепить профиль стамески под правильным углом. Благодаря этому исключается вероятность виляния поверхности. Каждое возвратно-поступательное движение будет обеспечивать правильный съем металлических опилок для достижения нужной остроты.
Если стамеска будет использоваться в качестве режущего инструмента высокой точности, необходимо добавить микрофаску. Для этого после завершения точения на мелкозернистом камне следует выставить лезвие под углом 5 градусов к бруску финальной обработки и сделать несколько возвратно-поступательных движений. Этого будет более чем достаточно, чтобы на рабочем кончике появился миниатюрный скос, едва заметный для глаз.
При средней интенсивности использования инструмента затачивания обычно проводится не чаще двух раз в год. Профессиональные резчики, которые используют высококачественные стамески из твердой стали делают это не чаще, поскольку рабочая кромка хорошего полотна практически не притупляется.
Нужно отметить, что на рынке предлагается довольно много электрических станков для заточки, которые позволяют всего за несколько минут сделать лезвие острым. Такое оборудование обычно используют любители, поскольку при отсутствии должных навыков вручную добиться оптимальной остроты довольно сложно. Профессиональные резчики предпочитают ручную заточку, поскольку в этом случае удается добиться более качественного результата.
Рекомендации по уходу за стамесками и их хранении
Стоит отметить, что инструмент делается из твердой стали, которая подвержена коррозии, поэтому нередко рабочее полотно вместе с лезвием покрывается ржавчиной. При проведении заточки налет из режущей кромки убирается, но остается на остальной поверхности полотна. В результате инструмент гораздо хуже углубляется в древесину, а кроме этого пачкает ее.
Чтобы избежать этих проблем нужно протирать новый инструмент после каждого использования убирая с него влагу, что позволит сохранить его блестящим. При появлении коррозийных пятен и необходимости шлифовать. Также важно хранить инструмент в сухом месте. Если в мастерской наблюдается избыточная влажность, то стамески можно укладывать в герметичные боксы или специализированные ящики, которые ограничат контакт с паром и конденсатом.
Похожие темы:
Стамески по дереву: виды, назначение, как выбрать
Профессиональные японские стамески по праву считаются культовым инструментом. Казалось бы, что уникального можно придумать в довольно простой конструкции? Но восток как всегда поражает своей расчетливостью.

Первое явное отличие от западных стамесок — это форма. Японские аналоги имеют более короткий клинок, который переходит в толстую и длинную конусообразную шейку. Инструмент получается не таким громоздким и им удобнее работать, в том числе за счет лучшего контроля реза.
Тыльная сторона клинка имеет специальное углубление, благодаря которому, при выравнивании подошвы на водном камне, шлифуется на 85% меньше материала. Это в разы ускоряет процесс заточки и продлевает ресурс абразива. Спинка клинка у японских стамесок может иметь привычную плоскую форму с фасками или же быть треугольного сечения.
Что касается соединения клинка с ручкой, то здесь японцы не стали выбирать между конусным стаканом и хвостовиком, а объединили оба варианта. Переход от клинка к ручке максимально крепкий, и стамеску можно спокойно использовать как рычаг.

Прочность и надежность конусной обоймы сочетается с простотой и доступностью обычного соединения на хвостовике.
Это все видимые отличия. Но главные особенности, определившие незаурядные достоинства японских стамесок, связаны со структурой клинка. Все мы знаем, что твердая высоколегированная сталь долго держит заточку, но имеет повышенную хрупкость и туго затачивается. Более мягкие сплавы — дешевле, легче точатся, но быстро тупятся.
На востоке не стали выбирать между двумя вариантами, а объединили качества обоих металлов в одном клинке. Его изготавливают из двух слоев металла. Для нижнего слоя используют тонкую пластину из очень твердой стали. Верхнюю часть клинка изготавливают из более мягких сплавов. Два слоя скрепляют между собой ручной ковкой. В результате режущая кромка японского инструмента быстро затачивается и долго сохраняет бритвенную остроту.
Говоря о японских стамесках, не стоит забывать, что за их выдающиеся качества придется выложить такую же выдающуюся сумму. Покупка одной стамески не именитого бренда в среднем обойдется в $40-50. А вот купить инструмент известных японских брендов, например, Tasai или Daitei, может себе позволить уже далеко не каждый — в этом сегменте цена поднимается до $150-200 за одну стамеску.
МАГИЯ МИРА! ИБО ПОЛОЖИ НА ЛИЦО 40 ЛОЖЕК!! ТАДАДА ДА !!!
Робинзон Крузо попал в природную среду из-за кораблекрушения. Личные качества: усердие, трудолюбие, в какой-то степени смелость, находчивость, любознательность, предприимчивость, желание выжить.
100 комбинаций. 60 делиться на 6
Футуризм (лат. «futurum» — будущее) — авангардное течение в художественном искусстве начала ХХ века, появившееся в Италии и получившее наибольшее развитие у себя на Родине и в России.
Его последователи позиционировали себя как революционеры в искусстве, главной задачей которых было полное отторжение устаревших традиций и стереотипов, создание новой модели мироустройства, построенной на принципах развития технического прогресса и урбанизации.
1. Превосходная военная организация Золотой орды.
2. Раздробленность и междоусобицы русских князей.
2))))1.Установление даннических отношений между Русью и золотой ордой.
2.Разорение деревень, множество человеческих жертв.
3.Почти на 200 лет Русь отстаёт в развитии от других государств.
3)))Русские княжества находились от Золотой Орды в вассальной зависимости. В ставку хана приезжали русские князья за ярлыком, документом, подтверждающим их великокняжескую власть.
4))))О возникновении названия улицы было высказано несколько версий (вела дорога в Орду, здесь останавливались ханские послы), но правильной является та, что тут жили ордынцы — тяглые люди, главной обязанностью которых являлась перевозка и отправка собранной с русских княжеств дани в Орду. Но Э.М. Мурзаев всё-таки объясняет название тем, что отсюда начиналась дорога на Орду.
По поселению толмачей (переводчиков), обслуживавших замоскворецких татар-ордынцев XIV—XVI веков. Поселение «Старые Толмачи», датированное XIV веком, изначально располагалось восточнее современной Ордынки и переместилось в район нынешнего Большого Толмачёвского переулка в XV-XVI веках.
5))))За победу над шведами (Невская битва) был наделён титулом — Невский.
6))))Чудское озеро является пятым по величине в Европе.Его площадь составляет 2670 км². Вместе с озёрами Теплым и Псковским площадь составляет около 3550 км². Площадь зеркала колеблется в зависимости от изменений уровня воды.
7)_)))не помню
10. Технология точения древесины на токарном станке
Сущность процесса резания при точении заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки (рис. 36).
Подготовка заготовки для точения на токарном станке может включать в себя отрезку ее по длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку центров вращения заготовки; придание заготовке формы, близкой к цилиндрической. Если заготовка имеет форму квадрата, то для нахождения центров вращения на торцах проводят диагонали и на их пересечении шилом накалывают отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму восьмигранника. После этого заготовку крепят на станке.
Для точения древесины применяют различные стамески (рис. 38) и другие режущие инструменты.
Желобчатые полукруглые стамески выпуклые (рис. 38, а) и вогнутые (рис. 38, в) применяют для черновой обработки заготовок, а косые стамески (рис. 38, б) применяют для чистовой, окончательной обработки поверхностей, а также для подрезания торцов и вытачивания конусов.
Режущая часть токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из передней и задней поверхностей, а также режущей кромки (рис. 39).
Передней поверхностью лезвия называют ту поверхность, по которой сходит стружка. Задней называют поверхность, обращенную к обрабатываемой заготовке.
Угол между передней и задней поверхностями называют углом заострения лезвия β (рис. 39).
Пересечение передней и задней поверхностей образует линию 3, называемую режущей кромкой (рис. 39).
Чем острее режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая кромка создает шероховатую и ворсистую обработанную поверхность.
Острота режущей кромки проверяется лупой. Угол заострения лезвия β измеряют угломером. Этот угол может изменяться от 20° при точении мягкой древесины и чистовой обработке до 40° при точении твердой древесины и черновой обработке.
Переднюю и заднюю поверхности затачивают на наждачном круге, при этом плоскую стамеску перемещают вдоль оси вращения круга (рис. 40, а), а полукруглую стамеску поворачивают вправо и влево (рис. 40, б).
Затем лезвие правят, снимая заусенцы и затачивая его круговыми движениями на наждачном бруске (рис. 41, а), плотно (без зазора) прижимая переднюю или заднюю поверхность к плоскости бруска (рис. 41, б).
Аналогично доводят лезвие на мелкозернистом бруске (рис. 41, в), который называют оселком.
По гладким передней и задней поверхностям легче скользит разрезаемая древесина, что уменьшает силы резания и улучшает качество обработки.
Косые стамески бывают с односторонней и двухсторонней заточкой. Они имеют срезанную под углом γ (наклонную) режущую кромку (рис. 38, б; рис. 39, а).
Прежде чем начинать работу, изучают технологическую карту на обработку изделия. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки (см. рис. 13).
Перед изготовлением детали выполняют наладку и настройку станка. Для этого подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой поверхности заготовки составляло 2…3 мм. Для проверки зазора заготовку поворачивают вручную 2-3 оборота.
После этого выбирают и устанавливают нужную частоту вращения шпинделя. Подбирают заранее и раскладывают необходимые режущие и измерительные инструменты.
Если центр задней бабки в станке не вращающийся, то его смазывают машинным маслом (2…3 капли).
Перед точением надевают защитные очки, включают станок, берут стамеску в правую руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к подручнику левой рукой сверху, как это показано на рис. 36.
Вначале выполняют черновое (грубое) точение полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и снимают стружку его серединой. Затем плавно перемещают стамеску влево или вправо, срезая слой древесины левой или правой частью закругленного лезвия.
Для чистового точения заготовки оставляют припуск 3…6 мм на обработку до нужного диаметра детали. Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого угла, как это показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения (рис. 42, б)
Тонкую стружку срезают только серединой режущей кромки. Ни в коем случае не допускайте врезания в заготовку острого угла стамески. Это может привести к выбросу стамески и травмированию.
Точат конусы с большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.
Контроль размеров заготовки осуществляют кронциркулем или штангенциркулем только после отключения станка и полной остановки шпинделя.
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь (рис. 43).
При необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).
Хорошие результаты дает полирование сухой детали бруском из более твердой древесины. При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.
Перед отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом делают разметку отрезаемой заготовки. Затем включают станок, опирают косую стамеску на подручник острым углом (носком) вниз и выполняют в намеченных местах надрез глубиной на 2…3 мм. Потом стамеску опирают тупым углом (пяткой) на подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно, постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром 8… 10 мм.
Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.
После остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы зачищают напильником или шлифовальной шкуркой.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2…3 мм, проворачивать заготовку вручную на 2…3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать учителю.
Практическая работа
Точение детали по чертежу и технологической карте
1. Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.
2. Выберите заготовку и спланируйте работу под руководством учителя.
3. Разметьте, подготовьте и установите заготовку на токарном станке.
4. Выберите и проверьте режущие инструменты.
5. Выполните черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.
6. Проконтролируйте размеры и шероховатость поверхностей обработанной детали.
Новые термины: Точение (черновое, чистовое), стамеска (желобчатая выпуклая, вогнутая; плоская косая), передняя поверхность, задняя поверхность, угол заострения, режущая кромка, оселок, полирование.
Вопросы и задания.
1. Какое точение называются черновым, а какое чистовым?
2. Какими инструментами выполняют точение?
3. Как крепят на станке длинные и короткие заготовки?
4. Как устанавливают подручник?
5. Как подрезают торцы детали на станке?
6. Какими инструментами и как контролируют размеры вытачиваемой детали?
Сайт управляется системой uCozУрок по теме: «Технология обработки древесины на токарном станке»
Процесс точения древесины. Токарная работа по дереву или токарное дело – одна из разновидностей механической обработки древесины. При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением. Инструмент перемещается относительно неё, совершая вспомогательное движение, или движение подачи. В процессе точения острое лезвие инструмента снимает с поверхности заготовки стружку.
Инструменты для точения заготовок.
При выполнении токарных работ иногда бывает достаточно нескольких полукруглых и плоских стамесок, остальные инструменты служат для облегчения и увеличения скорости работы. Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки.
Для предварительной, черновой обработки применяют полукруглые стамески: желобчатую или плоскую.
Окончательную, чистовую, обработку выполняют с помощью косых стамесок. Этими же стамесками подрезают торцы и отрезают деталь.
Узкую желобчатую стамеску применяют для прорезания канавок, а заострённые – для разного вида работ. У всех токарных инструментов должны быть удобные овальной или овально-граненой формы ручки, которые лучше изготовлять из древесины твердых лиственных пород. Длина ручки должна быть примерно равна длине рабочей части инструмента.
Лезвие косой токарной стамески.
Лезвия стамесок должны быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Заточка лезвий стамесок.
Лезвия сначала затачивают на шлифовальном круге. После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске.
Установка заготовки на станке.
Заготовку с пропилом на торце устанавливают на трезубец, подводят заднюю бабку и крепят её винтом к направляющим. Затем прижимают заготовку к трезубцу центром, направляя его в отверстие, подготовленное в заготовке, и закрепляют центр зажимом.
Установка подручника станка.
Подручник устанавливают так, чтобы его верхняя поверхность была на 2…3 мм выше линии центров станка и находилась на расстоянии 3…4 мм от поверхности заготовки.
Технология точения на СТД-120.
Перед началом работы надевают защитные очки и опускают защитный экран. Затем включают станок и проверяют его работу на холостом ходу. Стамеску, крепко удерживая правой рукой за ручку, помещают на подручник. Левая рука находится сверху стамески и прижимает его к подручнику. При этом рука должна находится вблизи подручника, но не касаться его.
При черновом точении заготовки полукруглую стамеску медленно подводят к заготовке. Перемещая стамеску по подручнику влево и вправо, снимают стружку. Первый проход ведут серединой лезвия, а последующие – его боковыми частями, чтобы обрабатываемая поверхность была менее волнистой. Завершают черновое точение тогда, когда диаметр заготовки станет на 3…4 мм больше заданного диаметра.
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки. Стамеску держат двумя руками и устанавливают ребром на подручник тупым углом вниз.
Шлифование готовой детали выполняют шлифовальной шкуркой, которую обёртывают вокруг детали и удерживают руками, или шлифовальной колодкой.
Приспособления для закрепления заготовок. Трезубец служит для закрепления длинных заготовок, второй конец которых поджимают задним центром.
Планшайба нужна для закрепления плоских заготовок большого диаметра и небольшой длины, например заготовок для изготовления декоративных тарелок, ваз, шкатулок и др. Планшайбу прикладывают к заготовке и шилом размечают центры крепёжных отверстий.
После этого в размеченных центрах прокалывают шилом или просверливают глухие отверстия глубиной, равной длине ввинчиваемой части шурупа. Затем шурупами скрепляют заготовку с планшайбой и навинчивают планшайбу с заготовкой на шпиндель станка.
Патрон применяют для закрепления в нём небольших коротких заготовок. Заготовку с одного конца обрабатывают на конус, вворачивают её этим концом в патрон и крепят винтом.
Различают 3 вида точения:
а) продольное, при котором режущий инструмент во время вращения детали перемещается вдоль оси заготовки;
б) поперечное, когда стамеска перемещается поперёк оси заготовки;
в) продольно-поперечное, при котором инструмент перемещается одновременно и вдоль оси, и поперёк оси вращения заготовки.
Если вы работаете с деревом только ради удовольствия, и у вас нет полноценной мастерской с полным набором всех инструментов, то выбор станка – очень важный этап. Существуют определенные критерии, на которые стоит обратить внимание при покупке станка:
максимальный размер заготовки, помещаемой в станок. В сопроводительных документах к станку всегда указывается диаметр обточки – наибольшее сечение заготовки в поперечном направлении, а также длина станины – максимальная длина заготовки
мощность. Конечно, лучшими являются станки с высокой мощностью. Однако увеличение мощности влечет за собой увеличение габаритов станка
материал, из которого созданы станина и рама. Наиболее устойчивым будет станок со стальной рамой и чугунной станиной. Но масса такого инструмента достаточно внушительная, поэтому если вы будете часто перемещать станок, то присмотритесь к более легким моделям.
диапазон регулировки количества оборотов за одну минуту. К счастью, сегодня все станки оборудованы такой регулировкой, поэтому обратите внимание на верхнюю и нижнюю границу диапазона. К примеру, низкие обороты необходимы для черновой обработки параллелепипеда, а высокие нужны во время чистовой обработки, когда необходима идеально гладкая поверхность.
Технология точения древесины предполагает использование устройств различной модификации:
универсальные станки. На них можно осуществлять обдирку заготовки, ее нарезку, точение, шлифование, сверление, нанесение резьбы. Такие станки вследствие своей универсальности пользуются наивысшим спросом.
токарно-винтовые станки предназначены для обработки заготовок в виде конуса, а также нанесения резьбы
токарно-фрезерные станки созданы для изготовления пазов в деревянных предметах, а также их обработки
настольный инструмент для токарных работ выполняет функции обычного станка, однако имеет меньшие габариты, мощность и меньшее количество функций. Такие станки подойдут для знакомства с ремеслом и получения первоначальных навыков.
При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную отделку в виде подгоревшей древесины желтого, коричневого и черного цветов. Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Набор долот для очистки ласточкиных хвостов от Blue Spruce Toolworks
(www.bluesprucetoolworks.com).
СОЗДАЮТ БОЛЬШУЮ И ВАЖНУЮ часть комплекта инструментов для деревообработки. Кажущаяся простота долота — лезвия на палке — противоречит многочисленным вариациям на эту тему.По крайней мере, хорошо отрегулированное зубило поможет вам выполнить предназначенную работу с минимальными усилиями. И хорошо настроенное долото, выполняющее задачу, для которой оно было разработано, является действительно приятным опытом и укрепляет доверие.
Правильное оттачивание долота зависит от правильного выравнивания спины. Как и в случае с плоскими утюгами, плоская полированная спинка необходима для острого края. Часто, зубило используется, сдвигая это на его плоской спине. Край может убрать скол из угла или сгладить поверхность.Если задняя часть зубила не плоская, режущая кромка будет дугать вверх и от поверхности, поэтому для того, чтобы добраться до последнего кусочка стружки и отрезать его, вам придется поднять рукоятку, или она просто переместится вверх и над удары, которые вы пытаетесь срезать.
Вогнутое или коническое лезвие зубила — обе проблемы, требующие внимания
для правильной работы долота.
Вогнутость на спине не такая серьезная проблема, как выпуклость. На самом деле, японские производители зубила шлифуют полые выемки на задней части зубила, чтобы уменьшить усилие, необходимое для их заточки.Если японский производитель зубилов пошел на все эти неприятности, мы по крайней мере можем использовать только методы хонингования на наших японских зубилах. Мельницы с механическим приводом, конечно же, высокоскоростные, слишком жесткие для стали, которая часто бывает очень твердой и ломкой.
Японские зубила имеют полую поверхность на спине, чтобы уменьшить
количество стали, которое необходимо удалить во время заточки.
Выпуклую спину гораздо сложнее исправить, чем вогнутую.Существует тенденция раскачивать выпуклость взад-вперед при скольжении по камню, что означает, что вы либо отполируете его как есть, либо фактически усугубите выпуклость. Вы должны удерживать долото ровно, чтобы ваши усилия на абразивном материале были постоянными — неуклонно параллельными камню — без раскачивания при работе лезвием вперед-назад. Это хорошая работа для электроинструментов. Медленная дисковая шлифовальная машина, такая как Lap-Sharp, Veritas или сторона медленного колеса в стиле Tormek, может помочь, позволяя вам сосредоточиться на высокой точке, которую вы пытаетесь измельчить.Также можно использовать ручную шлифовальную машину типа Dremel, которая позволяет растирать выпуклость и даже создавать вогнутость на спине, как у японского зубила. Используйте маркер, чтобы покрасить всю заднюю поверхность, чтобы вы могли легко видеть, что отшлифовано. Прижмите шишку лезвия к абразиву, слегка шлифуя его за раз, часто проверяя свою работу линейкой или потирая кромку долота на плоском камне. Следы, оставленные камнем, ясно покажут, как вы продвигаетесь.
Некоторые новые лезвия будут поставляться с защитным покрытием, которое необходимо удалить ацетоном или разбавителем для лака.После этого для нового долота обычно требуется удаление следов шлифования, оставленных на заводе. Выбор первого, самого крупного зерна является предметом суждения, поскольку некоторые заводские отметки шлифования являются более глубокими, чем другие, и требуют более агрессивной обработки. Вы можете получить представление о том, что может понадобиться, начав с 800 или 1000, чтобы посмотреть, как идут дела. Если вы просто полируете верхнюю часть шлифовальных гребней, вам может потребоваться перейти на более грубую крошку, чтобы выполнить работу в разумные сроки.Удаление хонингующих царапин обычно требует меньше времени при использовании более тонкой крупы, чем при начальном выравнивании на слишком тонком камне. Край на новом долоте, вероятно, будет достаточно квадратным, но все равно проверьте его и исправьте, если он не соответствует квадрату, пока вы оттачиваете скос.
«Перед» фотография долота, нуждающегося в реставрации. Спасение злоупотребленного долота требует аналогичной оценки. Часто спинки использованных долот для барахолки никогда не были сплющены должным образом.Вам нужно будет выполнить тест на зернистость 800, чтобы увидеть, сколько работы вам придется сделать, а затем перейти к подготовке спины. Скос старого долота, несомненно, разрушается после вскрытия всех этих банок с краской (или он соскребал жевательную резинку с тротуара?) И может выиграть от правильного измельчения.
Держите лезвие зубила ровно на камне, чтобы
задняя часть лезвия и ручка свисали с края камня.
СДЕЛАЙТЕ НАЗАД
Начните с лучшего качества, которое выполнит работу в разумные сроки.Будьте очень осторожны, чтобы лезвие всегда оставалось плоским на абразивной поверхности. Избегайте любых раскачивающих движений, которые закругляют край или угол. Как только зубило станет плоским, вы можете сосредоточиться на режущем конце спины. Поскольку даже небольшое наклонное сгибание спины нежелательно в долоте, не поддавайтесь искушению использовать железный «трюк линейки», чтобы сэкономить время. Позвольте задней части долота отодвинуться от края камня, оттачивая его, и вы получите полированную и правильную остроту передней части без необходимости делать всю заднюю часть.
Очистите лезвие и руки и измените угол наклона инструмента на камне при смене крупы. Когда все царапины старого зерна были заменены царапинами нового зерна, вы готовы к следующему, более мелкому зерну. Продолжайте с более мелкой крупой, пока у спины не будет нужного блеска. Подготовительная работа над спиной — это, по большей части, одноразовая рутинная работа, и в зависимости от того, какую часть спины вы полируете, вам не придется беспокоиться об этом снова в течение длительного времени. Так что продолжайте через тончайшую крупу до самого лучшего камня для зеркальной, полированной поверхности.Я не рекомендую строп для долот, потому что они имеют тенденцию слегка закругляться по краю.
Эта сплющенная и отполированная задняя часть не нуждается в повторной заточке
, если только она не повреждена или не имеет ржавчины.
| Используйте фломастер, чтобы покрасить лезвие для надписей. | Разметьте линию направляющего квадрата поперек лезвия. |
| Отшлифовать до линии, чтобы удалить зазубрины по краю. | Лезвие заточено по квадрату, готово для шлифования под углом. |
HONE THE BEVEL
Сейчас самое время выбрать угол скоса. Для зубила для обрезки угол наклона может быть всего 20 ° (некоторые деревообрабатывающие компании, например, угол наклона еще ниже, например, 15 °, но вы жертвуете прочностью кромки с таким низким углом). Стандартные зубья и торцевые долота традиционно шлифуются на заводе до 25 °, и это подходит для большинства работ, но кромка продлится дольше, если добавить микрообол 5 °, чтобы сделать угол резания 30 °.Некоторые зубила будут работать лучше с комбинацией мелкого скоса / микро-скоса, например, долбящие долота (более позднее), но часто микро-скосы добавляются просто для экономии времени. В большинстве мощных систем заточки добавление микрошарика может фактически добавить время к процессу. Поэтому, если вы не уверены, что инструмент действительно будет работать лучше всего с микрошивкой, просто оставьте его выключенным при использовании точилки с электроприводом.
Если кромка остро нуждается в помощи — сколотая, ржавая, не квадратная — проще всего сделать отметку на ширине долота по степени повреждения, затем заточить кромку вернуться к этой линии и изменить форму скоса на выбранный вами угол.
Установите угол скоса, установив удлинение лезвия от хонинговальной направляющей, установите правильное расстояние инструмента от шлифовального круга или отрегулировав стол на ленточной шлифовальной машине.
Низкоскоростные шлифмашины, такие как Tormek, Veritas, Work Sharp и Lap-Sharp, имеют специальные держатели инструмента и угловые датчики, чтобы помочь правильно установить угол наклона.
| Расстояние от направляющей определяет угол кромки. Это боковое зажимное устройство в стиле Eclipse. | Для установки угла скоса на шлифовальной машине требуется комбинация удлинения лезвия и шарнирного соединения двух соединений этого шлифовального стола Veritas. |
| Избегайте перегрева при шлифовании фаски. | Ваш готовый скос должен быть ровным и прямым по лезвию. |
Зубило справа имеет лезвие, ширина которого вдвое меньше ширины
, чем у другого.Требуется только вдвое меньше силы
, чтобы сделать тот же разрез, что и слева.
Зубила и более прочные долота подвергаются значительным ударным нагрузкам, так как они режут и поддевают — их кромки имеют тенденцию держаться дольше с большим углом наклона. Измельчите первичный скос 25 ° и добавьте 10 ° микробол для прочности. Если кромка хорошо держится, вы можете уменьшить микрошарик и улучшить режущее действие. Если кажется, что край не длится долго, более высокий скос должен помочь. Когда вы ударяете по этим долотам, имейте в виду, что более узкие не должны быть ударены так же сильно, как более широкие.Концентрация силы, обсуждаемая в первой главе, прекрасно иллюстрируется здесь. Та же сила удара, которую вы оказываете на 2-дюймовое долото, преобразуется в силу, в восемь раз превышающую силу, когда вы применяете его к четверть-дюймовому долоту. Так что отрегулируйте удары молотка соответственно — ваши долота будут вам благодарны.
Установить скос проще всего с помощью помощника с электроприводом, но простая хонинговальная направляющая позволит вам быстро заточить скос под нужным углом. Если вы не точите косое долото, вы, вероятно, захотите убедиться, что лезвие является прямоугольным по бокам.Несмотря на то, что при использовании долота нетрудно компенсировать отклонение от площади, большинство деревообрабатывающих предприятий предпочитают, чтобы кромка была квадратной. Таким образом, косая стамеска была отшлифована — необходимо сохранить угол наклона. Правильно настроенная хонинговальная направляющая может помочь при заточке любых долот.
Надежно прижмите край к камню, одновременно оттачивая
с помощью направляющей.
Нажмите здесь, чтобы загрузить PDF для этой статьи.
Через некоторое время на плоскошлифовальной машине.
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые мы считаем необходимыми в нашей повседневной работе в магазине. Мы можем получить комиссию от продаж, указанных нашими ссылками; Тем не менее, мы тщательно отобрали эти продукты для их полезности и качества.
Ваше основное руководство по зубилам
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Распространенные типы и размеры
Стамеска со скошенной кромкой (слева):
Длинные кромки отшлифованы под углом, чтобы инструмент мог попасть в узкие места, например между ласточкиными хвостами. Он не предназначен для интенсивного измельчения. Распространенным вариантом является зубило для очистки овощей, которое имеет более длинное, более тонкое лезвие.
Зубилорезное (справа):
Толстое лезвие позволяет приводить инструменты в движение молотком и вынимать отходы в пазах.Одним из вариантов является более прочное зубило, которое имеет толстое лезвие — хотя и не такое толстое, как долото — и предназначено для более тяжелой работы. Стамеска, еще один распространенный вариант, обычно представляет собой более прочное зубило с намного более коротким лезвием.
Распространенные способы долбления
Резка с помощью инструмента, перпендикулярного работе:
Самое важное соображение — это расположиться так, чтобы вы могли видеть профиль инструмента и определять, действительно ли он находится под углом 90 ° к вашей работе.Используйте режущий край инструмента, чтобы определить линии макета, прежде чем удалять отходы внутри них, как показано справа.
Обработка торцевой поверхностью против работы:
При чистке, как правило, лучше одной рукой управлять лезвием, а другой — проталкивать инструмент в разрез. Это дает вам контроль и власть.
Очистка:
Держите инструменты, как показано слева, и тяните их к себе с сильным нажимом вниз.Царапание является отличной техникой для очистки порезов суставов, таких как шипы и кролики.
Загрузить бесплатно PDF:
Basic_Guide_to_Chisels
— Кристофер Шварц; Иллюстрации Мэтта Бэнтли
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые мы считаем необходимыми в нашей повседневной работе в магазине. Мы можем получить комиссию от продаж, указанных нашими ссылками; Тем не менее, мы тщательно отобрали эти продукты для их полезности и качества.
Методы точения шпинделя
Токарная обработка может доставлять массу удовольствия, но я знаю, что некоторые деревообрабатывающие компании пугаются перспективой того, что кусок дерева вращается против инструмента на высоких оборотах. Эта статья поможет вам преодолеть некоторые из этих проблем и, мы надеемся, поможет вам обратиться к. Он проведет вас через безопасное крепление шпинделей на токарном станке и покажет вам основные методы резки с уникальной «точки зрения токарного станка» на фотографиях.

Знай игроков. Прежде чем приступить к установке шпинделя на токарном станке, убедитесь, что вы понимаете свою машину. Передняя бабка является приводной частью машины и содержит двигатель и регулятор скорости. Очень важно, чтобы вы были знакомы с управлением скоростью, чтобы ваши обороты были безопасными. Цилиндрический центр (также называемый приводным центром) подходит для передней бабки и зацепляет ваши заготовки.
Задняя бабка удерживает центр хвоста, как правило, живой центр (то есть имеет подшипники и спины вместе со шпинделем) и поддерживает конец вашей работы.Подставка для инструмента может перемещаться вверх и вниз по основанию токарного станка, и это то, на чем стоят ваши долота токарного станка, когда вы поворачиваете.

 Фото 1. Сани — это просто 45-градусная колыбель, в которой можно отдохнуть, заглушив.
Фото 1. Сани — это просто 45-градусная колыбель, в которой можно отдохнуть, заглушив. Магазинный джиг помогает. Прежде чем вбивать центр шпоры в концевое зерно шпинделя, вы должны сделать рельефные разрезы. Один из самых простых способов сделать это — использовать ленточную пилу на простых санях.
Сани — это просто 45-градусная колыбель, в которой вы можете оставить свою заглушку (Фото 1). Сделайте это, сделав два разреза под углом 45 градусов на столешнице. Джиг, показанный здесь, был вырезан из 2 х 4.
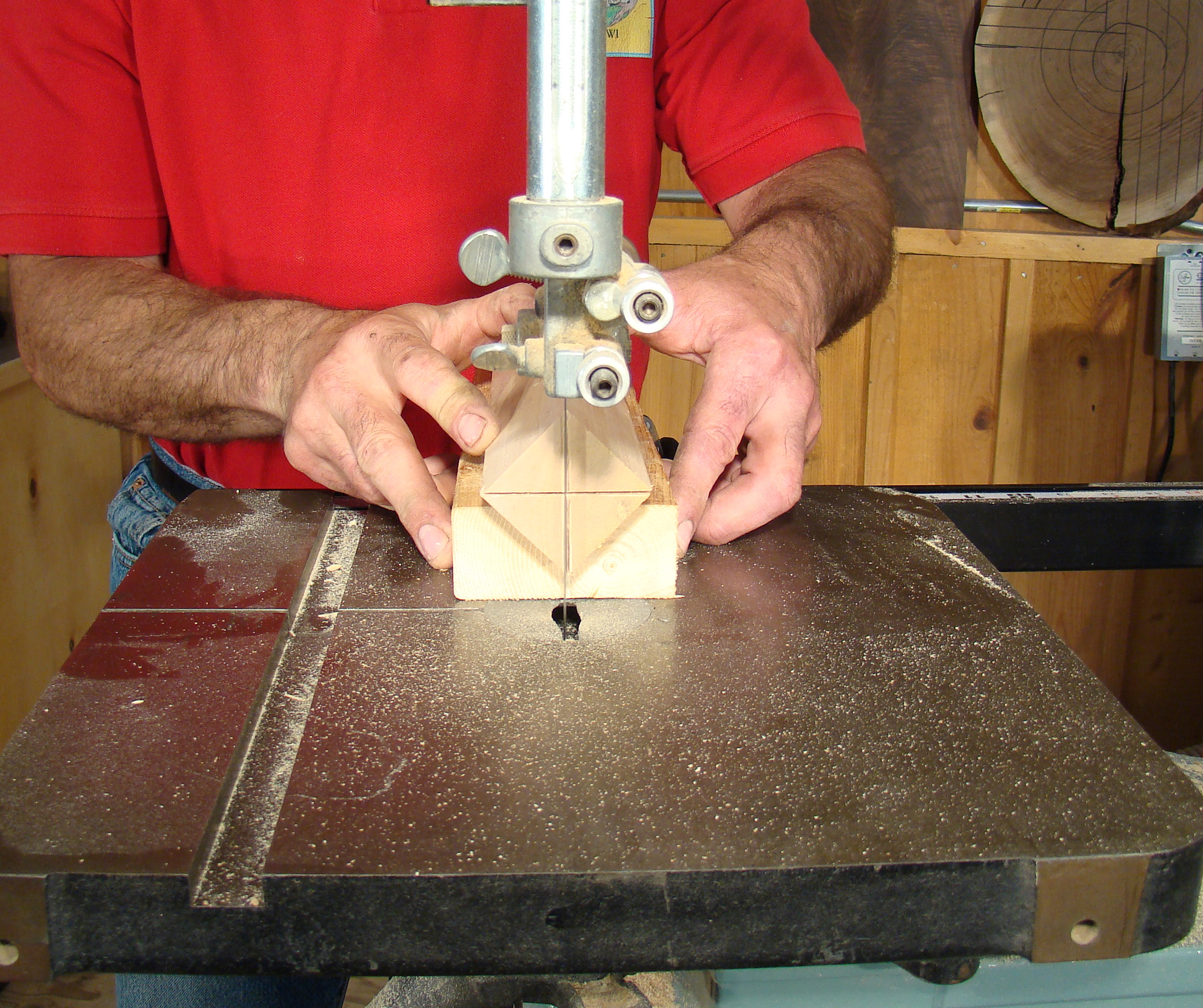 Фото 2. Сделайте два разреза, по одному с каждого угла.
Фото 2. Сделайте два разреза, по одному с каждого угла. Положите заготовку шпинделя в подставку и сделайте два разреза, по одному с каждого угла (фото 2). Если у вас нет ленточной пилы, вы можете сделать рельефные надрезы, держа заготовку вертикально в тисках и делая надрезы ручной пилой.
 Фото 3. С помощью молотка вбейте центр шпоры в рельефные прорези.
Фото 3. С помощью молотка вбейте центр шпоры в рельефные прорези. Подготовка бланка. Если ваша шпиндельная заготовка 3 ″. x 3 ″ или больше, вы должны отрезать углы перед установкой заготовки на токарном станке. Вы можете сделать эти надрезы на ленточной пиле, используя свою 45-градусную колыбель. Используя молоток, протолкните центр шпоры в рельефные разрезы (фото 3). Никогда не используйте стальной молоток для этого, иначе вы будете заострять конец приводного центра.Сделайте этот шаг на твердой рабочей поверхности, чтобы вы могли достаточно сильно ударить по центру шпоры, чтобы он полностью вошел в конечное зерно. После того, как вы вкрутите шпиндельный центр внутрь, вы можете вытащить его назад, чтобы упростить монтаж шпинделя на токарном станке.
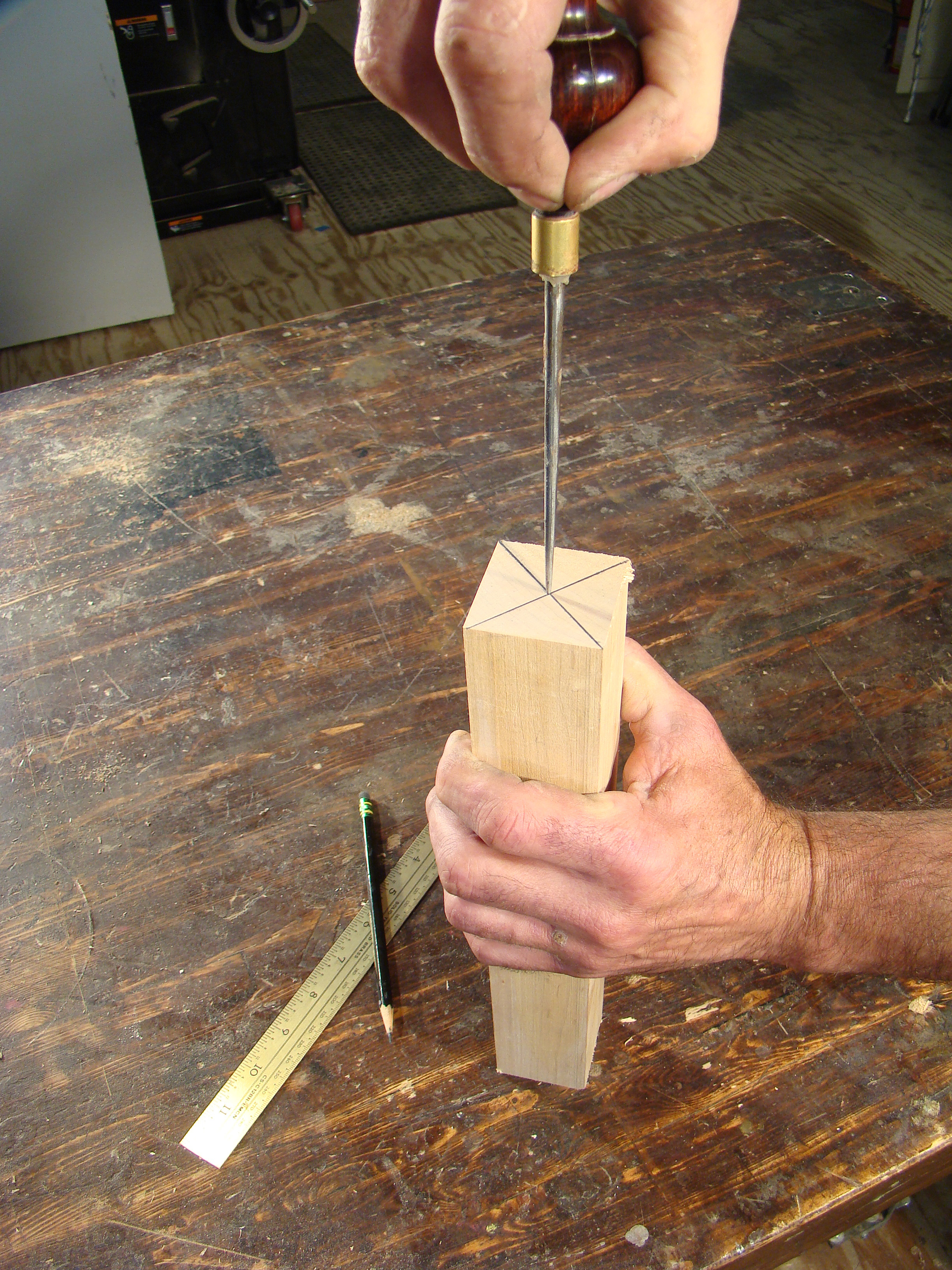 Фото 4. Дамплируйте центральную точку с помощью нуля.
Фото 4. Дамплируйте центральную точку с помощью нуля. На конце заготовки отметьте центр, рисуя линии из угла в угол, используя прямой край. Дамплируйте центральную точку, используя шило-царапину (фото 4).
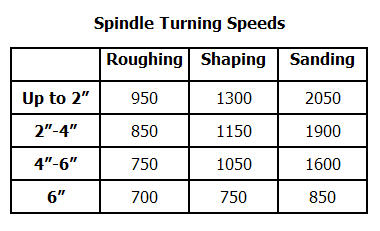 Переезд на токарный станок. Прежде чем приступить к работе на токарном станке, убедитесь, что вы работаете на нужной скорости. Сохраняйте эту таблицу под рукой и используйте ее. Черновая обработка — это первый шаг, когда вы делаете круг. Формирование — это следующий шаг, на котором вы добавляете детали к шпинделю. Наконец, шлифование, ну, шлифование. Каждый шаг требует изменения скорости.
Переезд на токарный станок. Прежде чем приступить к работе на токарном станке, убедитесь, что вы работаете на нужной скорости. Сохраняйте эту таблицу под рукой и используйте ее. Черновая обработка — это первый шаг, когда вы делаете круг. Формирование — это следующий шаг, на котором вы добавляете детали к шпинделю. Наконец, шлифование, ну, шлифование. Каждый шаг требует изменения скорости.
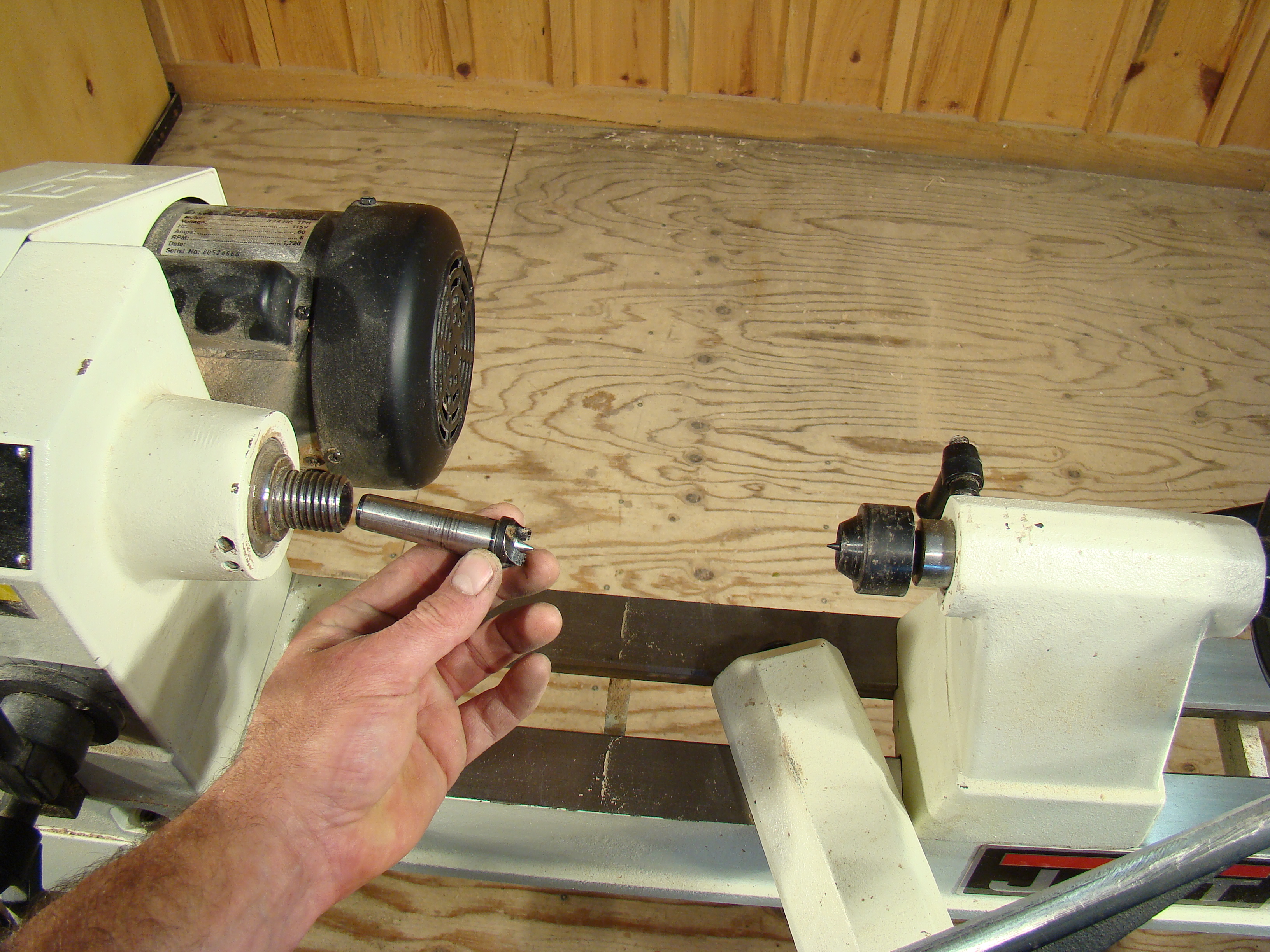 Фото 5. Вставьте центральный отвод в переднюю бабку.
Фото 5. Вставьте центральный отвод в переднюю бабку. Вставьте шпоры в центр бабки.Конус в центре шпоры зафиксирует его на месте (фото 5).
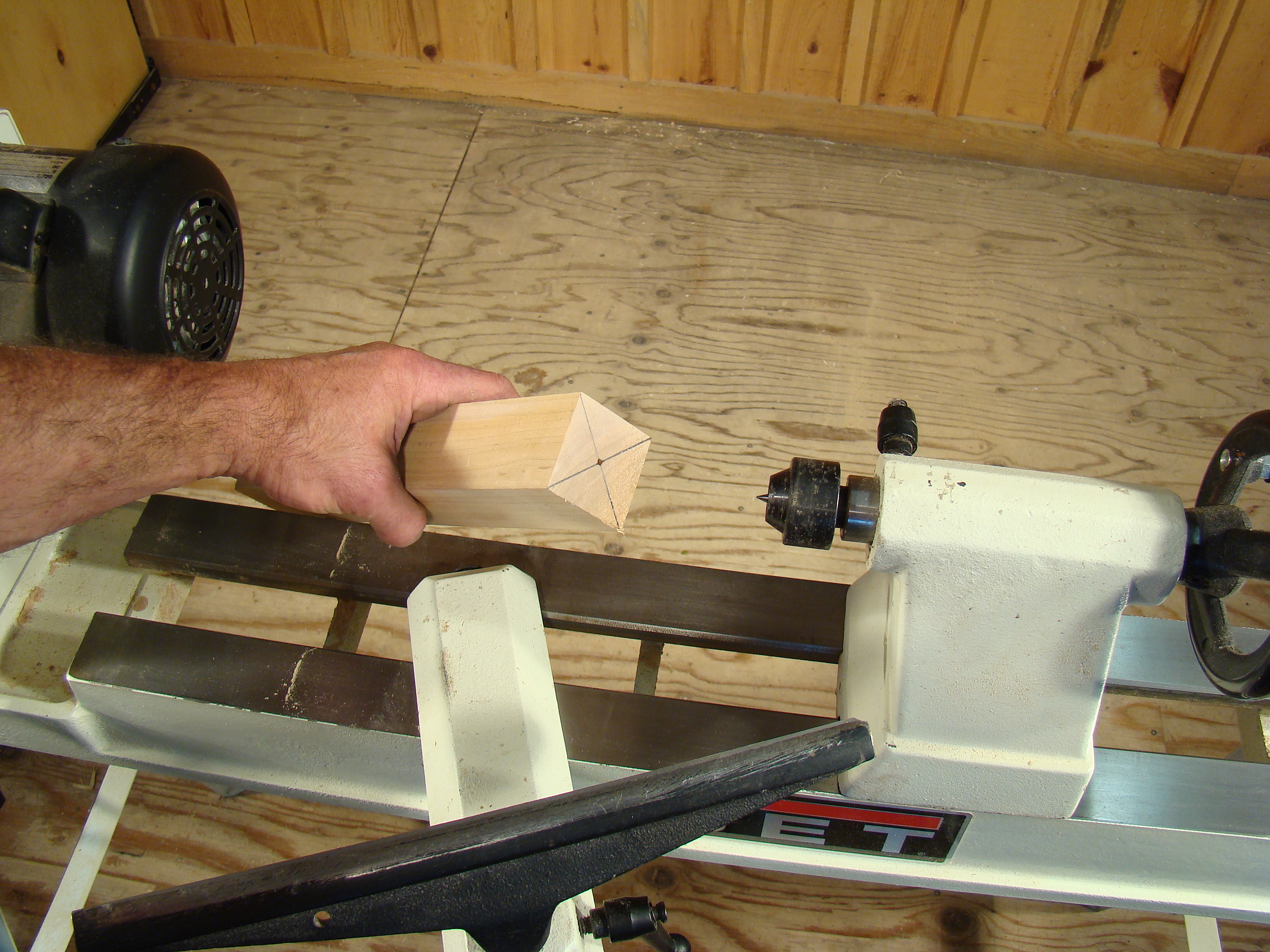 Фото 6.
Фото 6. Поместите живой центр в углубление, которое вы сделали в конце заготовки (Фото 6).
 Фото 7. Продвигайте шпиндель к центру шпоры, пока шпоры не войдут в рельефные прорези.
Фото 7. Продвигайте шпиндель к центру шпоры, пока шпоры не войдут в рельефные прорези. Используя маховик на задней бабке, продвиньте шпиндель к центру шпоры, пока шпоры не войдут в разгрузочные прорези (фото 7).Не перетягивайте маховик, но убедитесь, что он надежно затянут. Когда вы работаете, вам, вероятно, придется снова затягивать маховик, так как волокна конечного зерна немного «расслабляются».
 Фото 8.
Фото 8. Установите высоту опоры инструмента так, чтобы она была немного ниже центральной оси шпинделя (фото 8).
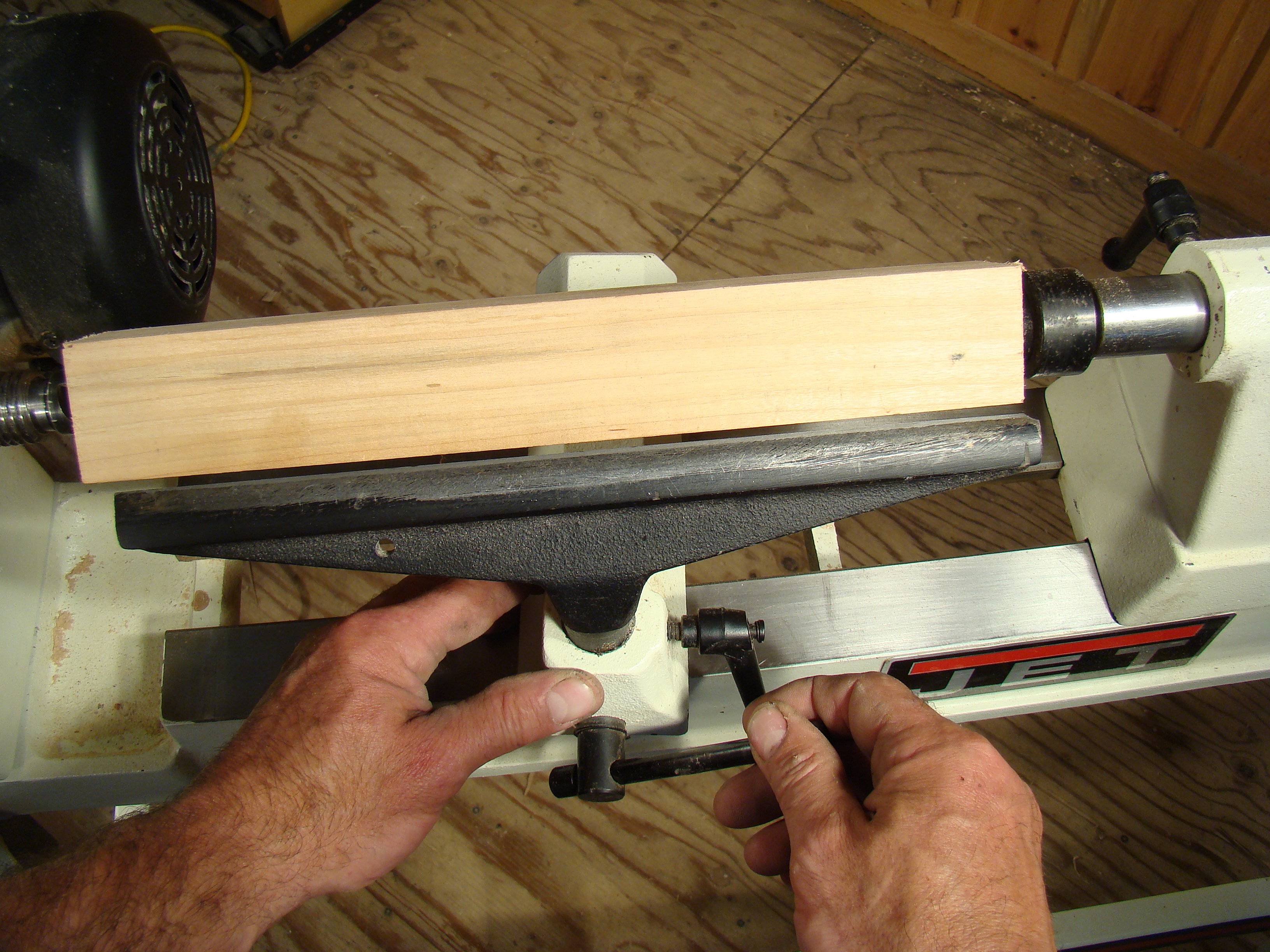 Фото 9.
Фото 9. Поднесите упор инструмента как можно ближе к шпинделю, не касаясь его шпинделем (фото 9).Обязательно поверните шпиндель рукой, чтобы убедиться, что он очищает остальное со всех сторон.
Еще несколько правил безопасности. В дополнение к ограничению скорости есть еще несколько законов токарного станка, которым вы должны следовать. Рукава должны быть выше локтей. Сними любые украшения. И носить защитную маску. При шлифовании нужно надевать респиратор для защиты легких. Убедитесь, что ваши инструменты острые. Унылые долота более опасны, чем острые.
 Фото 10а.Начните с одного конца и уберите углы.
Фото 10а.Начните с одного конца и уберите углы. Изготовление порезов. Закончив установку шпинделя и станка, вы готовы рубить дрова. С помощью выточки шпинделя и удерживая долото примерно параллельно полу, осторожно защелкните кончик долота во вращающемся шпинделе. Начните с одного конца и снимите углы (фото 10а).
 Фото 10б. Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева.
Фото 10б. Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева.Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева (фото 10b). Поворот требует только легкого прикосновения к долоту. Если ваши костяшки побелели, вы слишком усердно работаете. Продолжайте работать, пока все углы не будут выключены, а шпиндель закруглен.
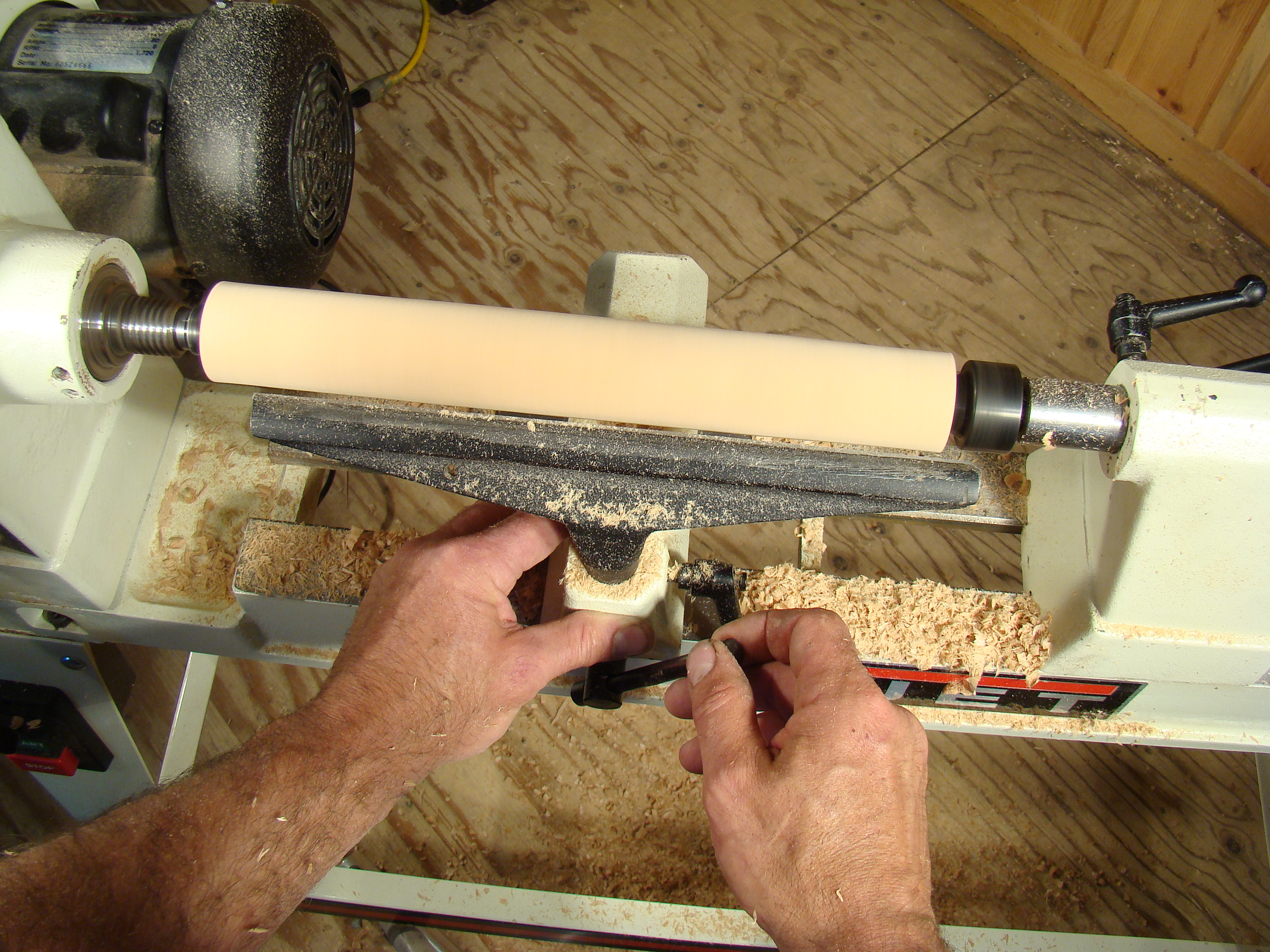 Фото 11. Переместите упор инструмента, когда цилиндр закруглен.
Фото 11. Переместите упор инструмента, когда цилиндр закруглен. После того, как цилиндр был закруглен, вам необходимо переместить упор инструмента внутрь (Фото 11).
 Фото 12. Прямой край перекоса — хороший способ выпрямить вещи и получить однородный цилиндр.
Фото 12. Прямой край перекоса — хороший способ выпрямить вещи и получить однородный цилиндр. После того, как шпиндель полностью закруглен от конца к концу, используйте перекос, чтобы выровнять его, работая из центра наружу. Стрела оставит много высоких и низких пятен. Прямой край перекоса — хороший способ выправить вещи и получить однородный цилиндр. Переместите перекос в указанном направлении, не допуская проникновения ни одного из углов перекоса (фото 12).Это потребует некоторой практики, но даст хорошие результаты, как только вы все сделаете правильно. Как только правый конец шпинделя выровняется, переверните перекос и, работая от центра влево, повторите разрезы на другом конце.
 Фото 13. Сделайте карандашные линии на цилиндре, указывая, где вы порежете бухты.
Фото 13. Сделайте карандашные линии на цилиндре, указывая, где вы порежете бухты. Бусы и бухты. Теперь вы готовы к формированию. Вот где вы справляетесь с бисером и бухтами. Сделайте серию карандашных линий на цилиндре, указывая, где вы будете резать бухты (фото 13).
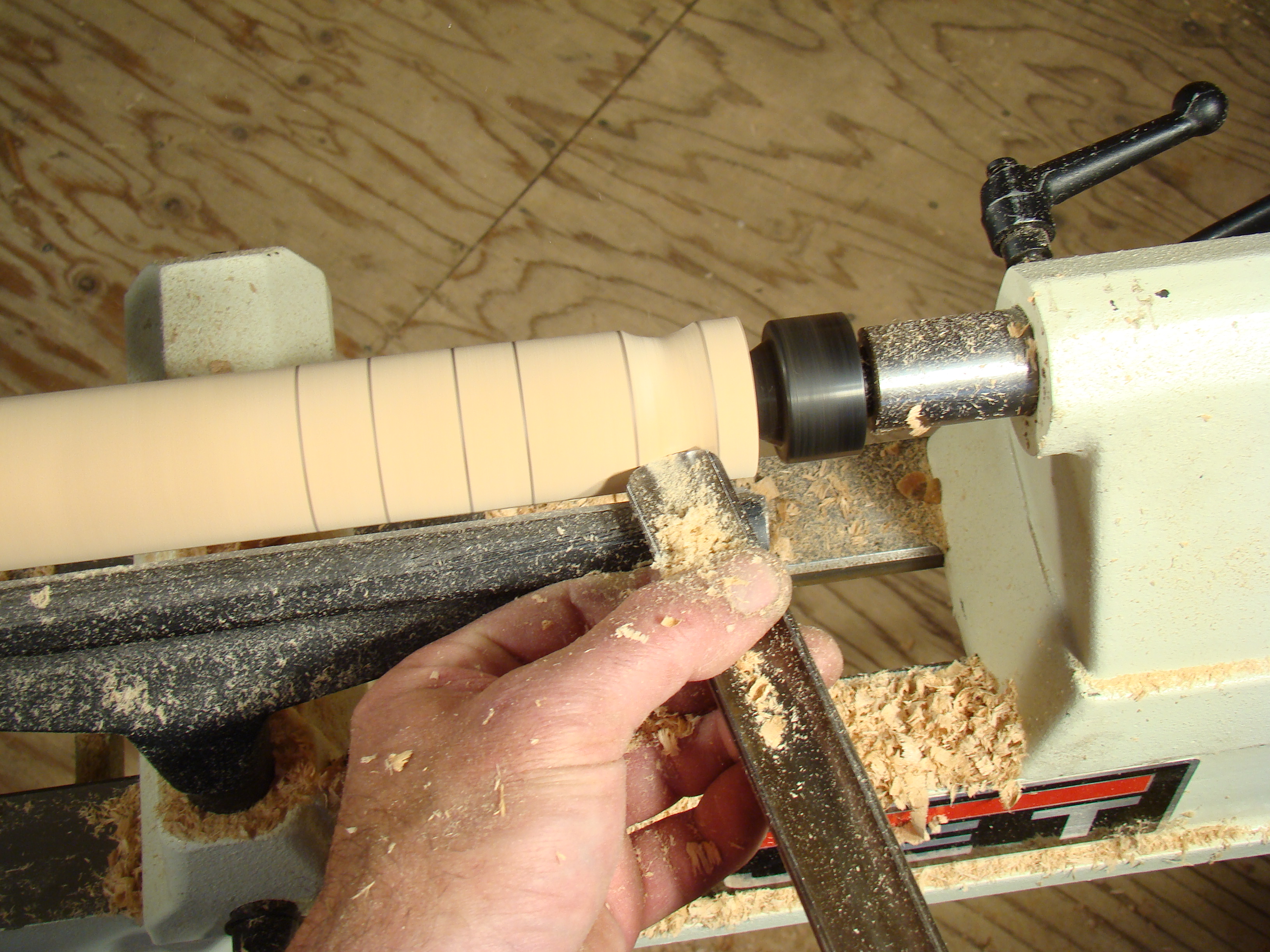 Фото 14. Ширина вашей строжки будет определять ширину вашей обложки. Чем шире твой выдолбленный, тем шире твоя бухта.
Фото 14. Ширина вашей строжки будет определять ширину вашей обложки. Чем шире твой выдолбленный, тем шире твоя бухта. Бухта проста. Все, что вы делаете, — это делаете вогнутую поверхность, которая почти совпадает с формой кончика вашего шпинделя, путем зондирования долота в шпиндель (фото 14). Широкая стрела сделает широкую бухту.
 Фото 15. Более узкие выемки прорезают более глубокую бухту.
Фото 15. Более узкие выемки прорезают более глубокую бухту.Более узкая выемка позволит вам вырезать узкие и глубокие бухты (фото 15).
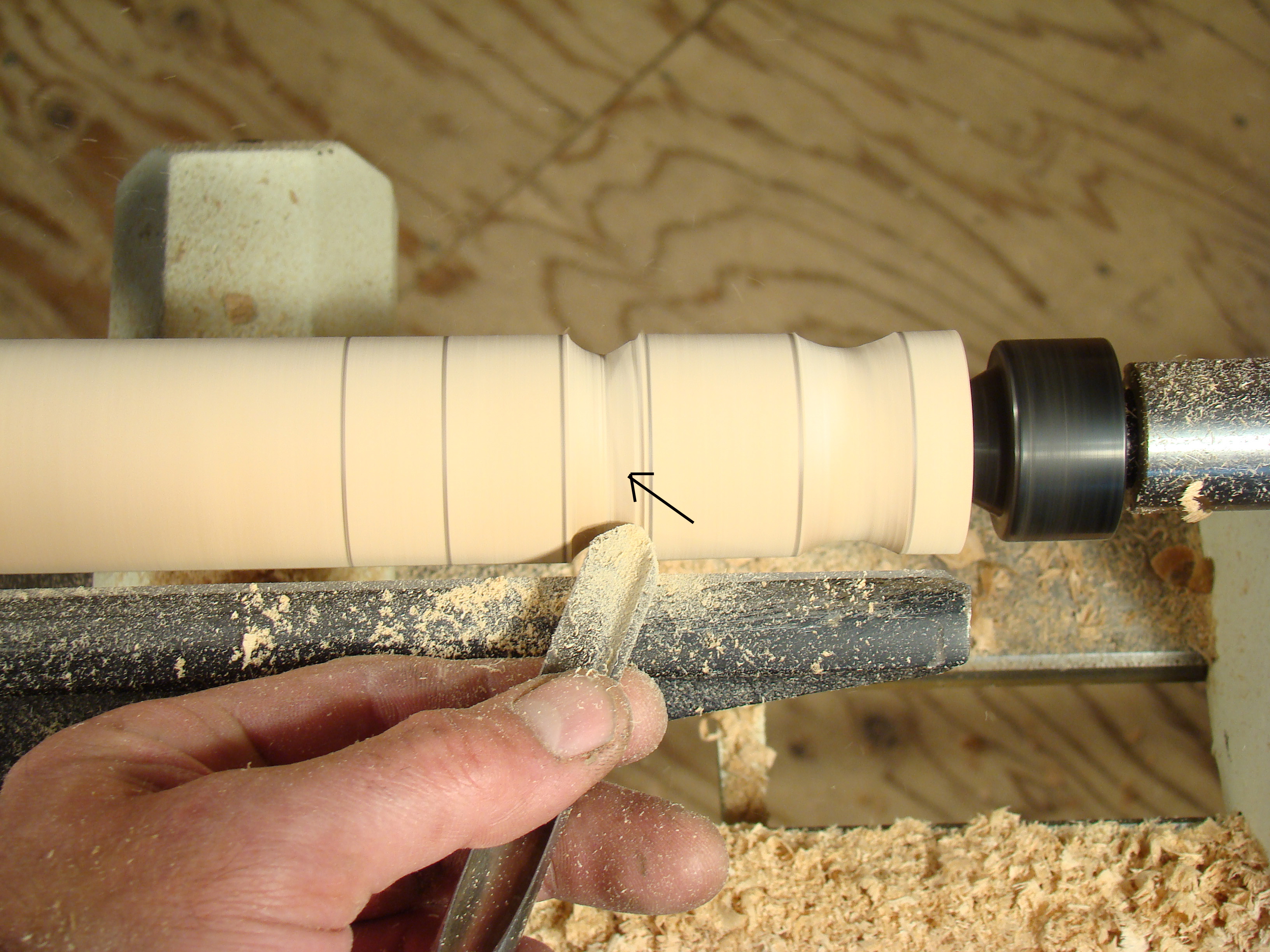 Фото 16а. Сократите время шлифования путем резки под уклон, от большего диаметра цилиндра до меньшего диаметра в нижней части бухты.
Фото 16а. Сократите время шлифования путем резки под уклон, от большего диаметра цилиндра до меньшего диаметра в нижней части бухты.  Фото 16б. Вырезать слева и справа, чтобы разрезы встретились на дне бухты.
Фото 16б. Вырезать слева и справа, чтобы разрезы встретились на дне бухты. Вы получите наилучшую поверхность внутри своих бухт (что означает меньшее количество шлифования), обрезав под уклон, от большого диаметра цилиндра до меньшего диаметра в нижней части бухты.Вырезать слева и справа, чтобы разрезы встречались в нижней части бухты (фото 16а и 16b).
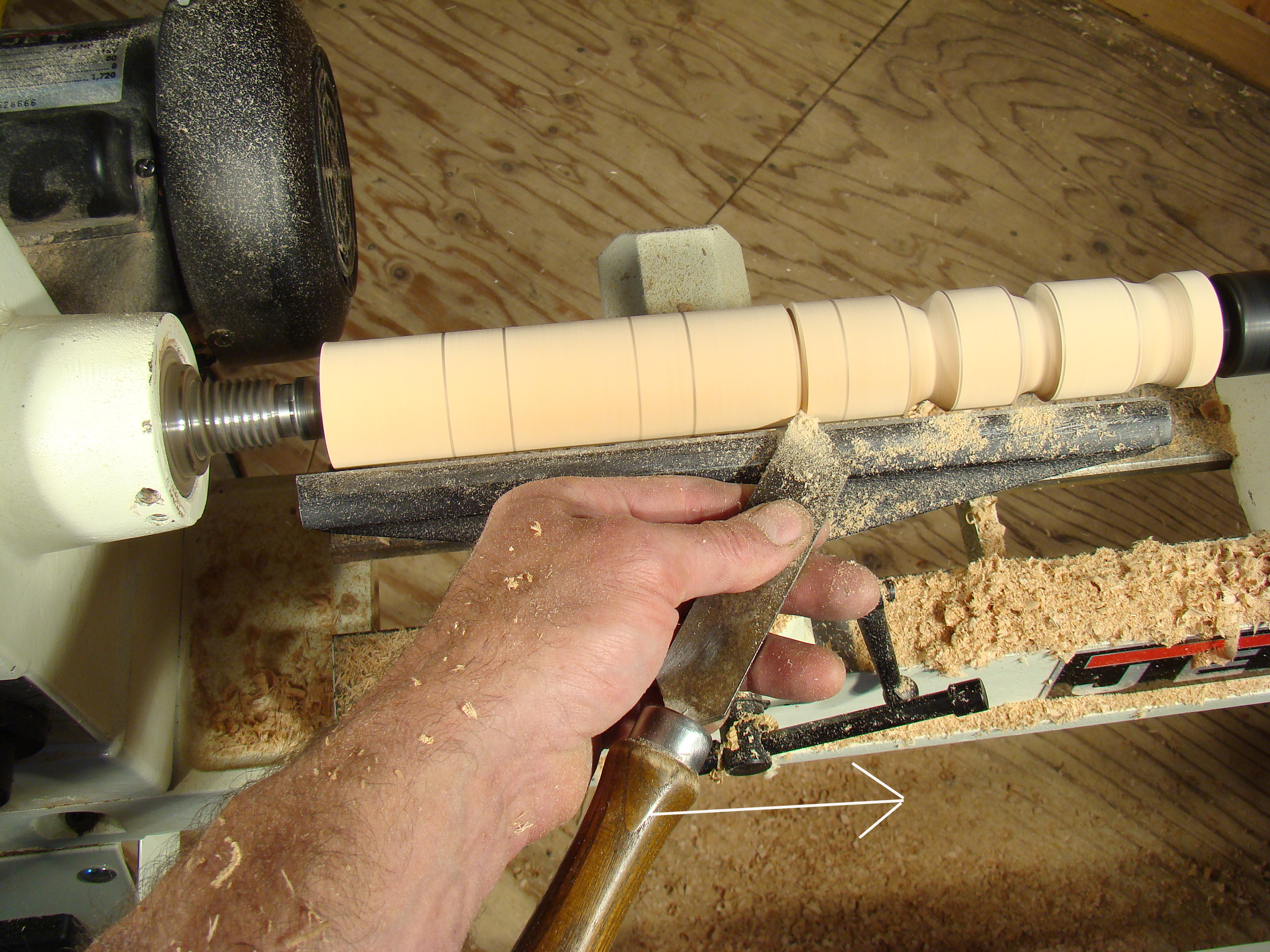 Фото 17. При резке валика инструмент должен быть направлен в том направлении, в котором вы хотите, чтобы валик сформировался.
Фото 17. При резке валика инструмент должен быть направлен в том направлении, в котором вы хотите, чтобы валик сформировался. Выделите еще несколько линий, которые вы можете использовать для резки бисера. Бусы — это выпуклые поверхности. Начните с определения точки перекоса в линии карандаша на левой стороне бусинки (фото 17). Режущая кромка инструмента должна быть направлена в том направлении, в котором вы хотите сформировать валик.Сформируйте половину борта, повернув рукоятку вправо, не позволяя кончику долота двигаться в поперечном направлении.
 Фото 18.
Фото 18. Закончите рукоятью зубила под углом 90 градусов к оси шпинделя (Фото 18).
 Фото 19а.
Фото 19а. Повторите процесс для правой стороны борта (фото 19a и 19b).
 Фото 19б.
Фото 19б. Превращение требует практики.Срезы, которые вы делаете, сделаны от руки, и вам понадобится время, чтобы освоить движения. Запланируйте установку и превращение некоторых тренировочных заготовок, которые являются ничем иным, как разжиганием, когда вы закончите. Предупреждение! поворот вызывает привыкание. Как только вы освоитесь с этим, вы будете искать шансы сделать чипсы в своем магазине.
Какие токарные изделия вы бы хотели увидеть? Напишите нам по адресу [email protected] и дайте нам знать!
Фотографии Автор
,Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Самый неловкий джиг, который у меня когда-либо был, был сфотографирован, измерен и обдуман больше, чем какой-либо отдельный предмет мебели, который я построил.
Это тупой небольшой кусок дерева с упорами на нем для многих распространенных углов заточки долота, которые я использую со своей направляющей для хонингования бокового зажима — иногда ее называют направляющей «Затмение», потому что это был оригинальный производитель.
Создание инструмента для заточки долота с упорами для хонинговального гида не новая идея. Он появляется в самых ранних журналах по деревообработке и был высоко оценен Денебом Пухальски из Lie-Nielsen Toolworks. Скачать бесплатные планы с сайта Lie-Nielsen здесь.
Я думаю, что привлекательность моей версии в том, что она занимает мало места и настолько груба, что любой может ее построить. Меня все время спрашивают о планах на это. Вот как я это делаю.
Сначала осмотрите хонинговальный гид.Если это один из тайваньских, то следующие измерения будут правильными для разных углов. Если у вас есть английская версия с надписью Eclipse 36 или что-то подобное (удачи вам!), Вам нужно будет определить размеры, потому что английские направляющие меньше.
Построить джиг из мусорных отходов — я использовал тополь лома 1 × 4. Основание длиной 10-1 / 2 ”. Затем пересечь четыре 3/4 ”x 3/4” остановки от 1 × 4.
Следующий шаг — прибить упоры к основанию. Расстояние, на котором упоры расположены от края основания, определяет угол, на котором инструмент удерживается в вашей хонинговальной направляющей.
Хорошо, я сейчас пытаюсь найти своего силового животного. Успокой мою ауру. Прими чертову таблетку от холода. Зачем? Я собираюсь обсудить углы заточки. Позвольте мне изложить вам с трудом заслуженную правду: точный угол, под которым вы точите с помощью своего хонинговального гида, не так важен, как тот же угол, который вы использовали в прошлый раз. Период. Прочитайте это предложение, пока оно не впитается. Согласованность важнее точности.
Установить точные углы плоских утюгов в этих боковых направляющих сложно, потому что … о, я не думаю, что мы должны вдаваться в подробности.Люди уснут. Присоединяйтесь к деревообрабатывающему форуму и вы сможете прочитать диссертации на эту тему.
Суть в том, что если я положу самый тонкий плоский утюг в мою хонинговальную направляющую и установлю его на 1-1 / 2 ”от передней части приспособления, то инструмент будет заточен на 30 °. Если я положу самый толстый плоский утюг, который есть в моем магазине, в хонинговую направляющую и установлю его на 1-1 / 2 дюйма от направляющей, то инструмент заточится чуть больше, чем на 31 °.
Это имеет значение? Нет, нет и нет.
Дело в том, что проекция 1-1 / 2 ”будет возвращать ваш инструмент под тем же углом каждый раз, когда вы будете точить.Это значительно сократит ваше время на камнях и сэкономит абразивные материалы, сталь и семейство морских львов.
Так что для плоских утюгов прибейте блок, который находится на расстоянии 1-1 / 2 ”от края вашего 1 × 4. Маркируйте это 30 °. Прибейте блок на расстоянии 1-9 / 32 ”от края и пометьте его на 35 °. Тогда прибейте блок, который является 3-3 / 8 ”от одного конца блока. Это будет использоваться для настройки вашего плоского утюга на резкость скоса на 15 ° назад на плоском утюге.
(примечание: если вы не знаете о наклонах спины, наденьте штаны.Я сделаю запись в блоге об этом позже на этой неделе.)
Переверни блок.
Другая сторона 1 × 4 предназначена для долот, которые находятся в другой выемке в хонинговальном гиде. Если вам нужно проверить углы, создаваемые вашей конкретной направляющей, зажмите линейку в направляющей и используйте ее для проверки угла на транспортире.
Если у вас есть повсеместный (Меган научил меня этому слову) хонинговальный гид, прибейте блок на расстоянии 1-3 / 16 ”от края на 30 °. Прибейте блок на 15/16 ”, чтобы получить 35 °.Если вам нужны другие углы (я не хочу), то вы можете легко вычислить эти измерения.
И это все. Нанесите на полировку французский лак — я рекомендую 10 слоев — а затем немного воскового покрытия.
— Кристофер Шварц
Хотите увидеть этот джиг в действии? Закажите мой DVD «Последнее слово о заточке», один из DVD, которыми я больше всего горжусь. Это не лучшая система камней в мире. Речь идет о шлифовке, оттачивании и возвращении к работе. Речь идет о том, чтобы найти систему, скрывающуюся за всеми этими системами заточки, чтобы вы могли принимать правильные решения и купить только один набор для заточки для своего магазина.
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые мы считаем необходимыми в нашей повседневной работе в магазине. Мы можем получить комиссию от продаж, указанных нашими ссылками; Тем не менее, мы тщательно отобрали эти продукты для их полезности и качества.