Метод ковки для получения дамасской стали
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.
Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки
Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка
Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка
При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита


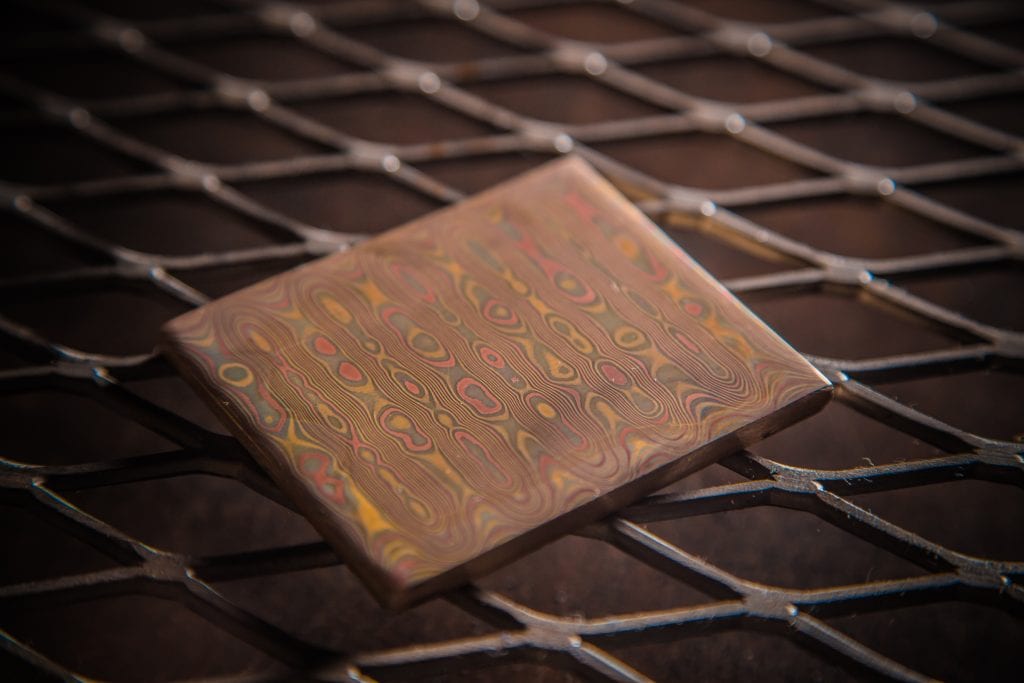
Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение
Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
Дамасская сталь — история и старинные методы выработки

Дамасская сталь — металл с высоким содержанием углерода (до 2,13%), который получали методом поковки. Это самый первый вид стали, который появился до того, как возникли технологии выработки высокоуглеродистых сплавов. Наряду с дамаском использовали только бронзовое оружие, которое не отличалось высокой прочностью, и слишком мягкое железо.
Первое стальное оружие создавали именно из дамаска. Точную дату изготовления первого клинка ученые не знают, известно лишь, что сталь начали вырабатывать в Азии.
История появления
Первые находки дамасской стали датируются XIV-XIII веком до нашей эры. Ее начали создавать в Передней Азии. Через 500 лет технологию подхватили европейцы, а чуть позже она появилась и в Китае. Появление сыродутной печи позволило обрабатывать железную руду. Такой металл был не пригоден для применения. Кузнецы из разных стран (большей частью независимо друг от друга) начали разрабатывать способы дополнительной обработки и сваривать разные виды стали друг с другом.
Упоминания о тиглевой стали (которая и стала затем называться «дамасской», а после — дала имя всем видам подобных сплавов) относят к 300 году до нашей эры, позднее тиглевую сталь (или «узорчатый булат») начали создавать в Иране и Киевской Руси. На Руси оружие из дамаска массово стали делать только в XV веке, но и после освоения технологии клинки сюда везли из Персии. «Классический» дамаск появился в Индии, где добывали руду, которая подходила для специальной булатной стали («вуц»). «Вуц» плавили в тиглях, выжигая примеси, которые снижали качество стали.
Известна дамасская сталь и сегодня. Но, ввиду сложности выработки, ее применяют крайне редко — только для изготовления сувенирного оружия. Существуют более простые в производстве и аналогичные по прочности сплавы.
Интересные факты
- К самому городу Дамаску сталь не имеет отношения: археологи так и не смогли найти подтверждение тому, что здесь вырабатывался такой материал. До сих пор неизвестно, почему сталь получила такое название.
- Вопреки расхожему мнению, дамасская сталь не является самой прочной и острой. Миф пришел из прошлого, когда европейцы не пользовались технологией массово и изготавливали стальные инструменты и оружие из мягких сплавов.
- Известно, что чем тоньше линии на поверхности изделия, тем больше слоев, а значит, и выше прочность. Однако сложный рисунок (зигзаги, «волны») говорит о худшем качестве. Нож с прямыми и тонкими линиями будет максимально прочным.
- Дамасскую сталь считают наиболее прочной, но главное ее преимущество — отсутствие необходимости в заточке. По мере стирания режущей поверхности «обнажаются» слои стали, и изделие самозатачивается.
- Рисунок на стальном изделии получают во время ковки. Его не травят.
- Дамаск ржавеет, нож из него требует ухода.
Технология изготовления
Высокоуглеродистую сталь получали методом поковки тонких железных заготовок из разных материалов. Чередуя мягкую и твердую сталь, которую вытягивали и сваривали друг с другом, кузнец добивался высокой прочности и гибкости. Многослойная структура давала изделию необычный рисунок. Узор уникален в каждом случае и зависит от характера ковки, числа слоев и других факторов.
Дамаск требует много времени на изготовление, технология изготовления изделий из такой стали практически не изменилась. Другие высокоуглеродистые сплавы дамаском не считаются: у них нет характерного узора, а получают их не поковкой, а с помощью плавления. Учитывая время, необходимое для изготовления дамаска, он не получил такого распространения, как обычная сталь. Из него создавали оружие и доспехи для представителей высшего сословия. Стальные инструменты — топоры, плуги, молоты — появились гораздо позже. Сегодня из дамаска не делают орудие. Использование стали ограничивается охотничьим и сувенирным оружием.
15 сентября 2016
Поделиться с друзьями:
Как сделать небольшой нож из «дамасской» стали (без механического молота)
Перевел SaorY для mozgochiny.ru
Приветствую всех мозгоремесленников! После почти года «общения» с молотом и наковальней, я, наконец-то, приобрел необходимые опыт и инструменты для создания кованных поделок, таких как небольшой «дамасский» нож из данной мозгостатьи.
А начинал я, кстати, с небольшой кувалды в качестве наковальни, бил по которой небольшим молотком.
Сейчас же речь пойдет о создании своими руками небольшого, кованного, а не вырезанного, ножа с помощью самодельного горна, наковальни, молота и решимости. На лавры профессионала я не претендую, и это, безусловно, не единственный спсособ получения сварного дамасска, это рассказ о том, как мне удалось его сделать.
Дамасской сталью сегодня называют сварной дамасск, получаемый из сваренных металлических пластин различной мозгостали, впоследствии прокованных и перекрученных. Это как слепить вместе пластилин разных цветов и перекрутить его для получения волнистого узора. После ковки такую заготовку подвергают травлению, при котором разнородные металлы заготовки разъедаются неравномерно, тем самым образуя красивый контраст. Оригинальная дамасская сталь получается другим, весьма специфическим способом (хотя внешне похожа на современный дамасск), и мало кто знает, как ее создать, данный факт создал дамасску репутацию металла, якобы наделенного волшебной силой. А причина этой «силы», аналогичной и для самурайских мечей — процесс, позволяющий получать более однородную, и следовательно с нужными качествами, сталь, чего нельзя добиться другими способами, и дающий возможность включать в состав заготовки низкокачественную и высоко/низко углеродистую сталь. Что дает намного более качественное лезвие.
!!! ВНИМАНИЕ!! Нож может быть опасен, прошу не давать его в руки людям с нарушениями психики!!!
Шаг 1: Материалы и инструменты
— стальные пластинки двух или более марок (предпочтительней в высоким содержанием угдерода), которые будут контрастировать друг с другом, я взял высокоуглеродистую 1095 сталь и сталь 15n20, с небольшим содержанием никеля, который добавит яркости и контраста после травления
— флюс (бура, которую можно приобрести в хозяйственном магазине)
— кусок арматуры, длинный пруток (будет приварен к заготовке в качестве ручки)
— дерево на ваш выбор для рукоятки ножа
— эпоксидная смола (отвердевающая за 5 минут самое то)
— латунные клепки
— состав для обработки древесины рукоятки, я использовал льняное масло
— масло для закалки металла (растительное)
— хлорное железо
— наковальня (желательно настоящая стальная наковальня, хотя при отсутствии таковой подойдут и некоторые другие прочные объекты: кусок рельса, кувалда, большая металлическая болванка, старый причальный столбик «кнехт», или просто большая прочная, твердая и ровная поверхность. Помните как все началось с ударов камнем на большом камне)
— молот (я использовал весом 1.3кг, с поперечным бойком)
— клещи
— сварка (необязательна, но желательна для сваривания пластинок друг с другом и приваривания ручки, если у вас нет сварки, то можно плотно обернуть пластины проволокой)
— кузнечный горн (способный нагреть заготовку до необходимых для ковки температур, что очень важно для качественного сплавления пластин друг с другом, более подробно об этом позднее)
— ленточный шлифстанок или напильник с горой терпения
— духовой шкаф или другой способ закаливания
— дрель или сверлильный станок
— тиски (очень полезна вещь)
Шаг 2: Сборка заготовки
Стальные пластинки обрезаются по нужным мозгоразмерам, мои к примеру 7.6х1.2см; при этом, чем больше заготовка, тем труднее ее формировать молотом. Перед тем как сварить их в стопку, пластинки со всех сторон очищаются от ржавчины и окалины. Далее пластинки укладываются стопкой, чередуя марки стали, так моя заготовка состояла их 7 пластин, три из которых марки 15n20, и четыре — 1095.
Выравненные относительно друг друга пластинки прихватываются сваркой (не обращайте особо внимания на мой шов), а затем к стопке приваривается ручка, чтобы было легче оперировать с заготовкой при ковке. Нет ничего зазорного, особенно после того как, стопка пластин сварена, в том, чтобы использовать только клещи. Я в любом случае выковал себе свои.
Шаг 3: Первая ковка стопки
Немного о моем горне: сделан он своими руками из пустого (для предосторожности специально купил новый) газового баллона, внутри выложен 5см-м слоем каолиновой ваты и огнеупорным цементом. Разогревается он горелкой типа Ron-Reil, о которой есть много хороших мозгостатей. Сам горн не особо большой и без проблем разогревается до нужной температуры.
Итак, заготовка из пластин нагревается до вишнево-красного цвета, жар для этого нужен не очень сильный. Нагретая заготовка самоделки посыпается бурой, которая сразу начинает плавиться и необходимо позволить ей просочится между пластинами. Это удалит окалину и предотвратит окисление, не позволяя кислороду контактировать с металлом. Данное действие обеспечит чистоту металла заготовки.
Затем заготовка снова нагревается в горне и процедура повторяется еще пару раз, не забывая очищать окалину при необходимости. А уже после этого заготовка нагревается до ковочной температуры, сколько это не могу сказать точно, но полагаю, где-то в районе 1260-1315 градусов Цельсия. При такой температуре заготовка будет иметь очень яркий желто-оранжевый цвет, примерно как умеренный дневной свет.
Чтобы не тратить время убедитесь, что наковальня и молот находятся под рукой и есть достаточно свободного рабочего пространства.
Затем заготовка быстро помещается на наковальню и легкими, мягкими ударами, равномерно по всей площади, начинается сквовка пластин воедино. Далее заготовка снова помещается в горн и разогревается до ковочной температуры, а потом проковывается ударами средней силы.
А уже после этого заготовка вытягивается, так, чтобы ее можно было загнуть.
Шаг 4: Загибание заготовки
Настало время увеличить количество мозгослоев в заготовке. Для этого заготовка проковывается до длины в два раза большей изначальной, но при этом важно равномерно протягивать ее, а не просто растягивать. По середине протянутой заготовки на подсечке, зубилом или другим подходящим способом делается поперечное углубление на 3/4 или 4/5 по толщине, по которому заготовка затем складывается пополам на краю наковальни, переворачивается и проковывается по всей длине, при этом убедившись, что половинки не сдвинулись относительно друг друга по боковым кромкам.
Затем повторяется процесс нагревания/ковки из предыдущего шага: флюс, нагрев, остывание, нагрев, ковка, горн. Процедура увеличения числа слое повторяется до нужного количества этих слоев, так я сложил ее 4 раза и получил 112 слоев. (Хотите больше слоев, пожалуйста, узор тогда получится мельче. Формула для рассчета слоев такова: начальное количество * 2 в степени количества загибаний, то есть 7*2^4=112).
Далее разогретая до ковочной температуры заготовка самоделки помещается в паз наковальни, хорошенько скручивается, а затем ей снова придается прямоугольная форма. Но до скручивания, заготовка пробивается по углам для того, чтобы ее форма стала более округлой, ведь при скручивании и обратной проковке в прямоугольную заготовку могут образоваться включения и примеси от образующихся складок, если температура заготовки меньше ковочной.
После этого мозгозаготовка опять проковывается (я повторил его несколько раз), и охлаждается, а чтобы убедиться в однородности ковки, я зачистил один из концов заготовки. Во время самой ковки, особенно на первом этапе, важно держать температуру заготовки высокой и быть аккуратным, иначе можно оторвать слои друг от друга (по другому это называется расслоение, что совсем не хорошо).
Шаг 5: Модель и грубое формирование профиля
Теперь необходимо представить профиль будущего ножа и грубо выковать его из заготовки. Чем точнее вы можете проковать профиль и скос, тем меньше придется возиться со шлифовкой (на станке или напильником). На эту тему есть много мозгостатей более опытных кузнецов, поэтому я не углубляюсь в подробности. Суть в том, что заготовка ведет себя примерно как пластилин, когда она разогрета, необходимо пробивать ее в нужном направлении.
Шаг 6: Шлифовка профиля
Your ads will be inserted here by
Easy AdSense Pro.
Please go to the plugin admin page to paste your ad code.
Чистовое формирование профиля осуществляется болгаркой и напильником. Запаситесь чаем, ведь скорее всего, на это потребуется много времени, если конечно у вас нет шлифовального мозгостанка.
Шаг 7: Шлифовка, шлифовка, шлифовка…и размышления о смысле жизни
Шаг 8:Готовый профиль
После того как профиль поделки сформирован, его необходимо еще доработать напильником с более мелким зерном, я использовал 400-е. Кромка лезвия затачивается почти, но не до конца, необходимо оставить его немного не заточенным, чтобы при закалке материал кромки не деформировался. После этого в рукоятке ножа высверливаются отверстия под клепки и подготавливаются деревянные плашки для этой рукоятки.
Шаг 9: Волнующий момент
Закалка.
Она либо «создаст» ваше лезвие, либо погубит его. Важно сконцентрироваться и быть осторожным, иначе можно деформировать и разрушить лезвие. Способ которым я пользовался, является не самым тщательным методом мозгозакалки, но лишь он был доступен мне с имеющимися у меня инструментами, да и масло было самым лучшим, которое я мог достать.
Перед закалкой, лезвие необходимо нормализовать. Это снимет напряжения, накопившиеся во время ковки и скручивания, и снизит вероятность коробления во время закалки. Делается эта нормализация нагреванием лезвия выше его критической температуры (когда он больше не намагничивается, поэтому полезно под рукой иметь магнит) и охлаждением на воздухе. Процесс повторяется три-пять раз, так я сделал это 5 раз. К тому же это действие поможет вам натренироваться извлекать лезвие из горна, потому как во время закалки недопустимы никакие заминки. Данное действие показано на фото с моим болтающимся ножом. А еще эта часть крута тем, что во время остывания происходит окисление, которое начинает раскрывать узор стали.
Закалка: лезвие снова нагревается выше критической температуры, а затем быстро вынимается и помещается, в первую очередь острием, в теплое растительное масло (для таких марок мозгостали как у меня). Для разогревания самого масла можно просто нагреть что-нибудь металлическое и бросить в емкость с маслом, я например, использовал костыль для шпал. Масло перемешайте, так вы получите более ровную закалку. Если ваша сталь высокоуглеродистая, то для закалки не используйте воду, это лишь испортит лезвие, потому что вода слишком быстро охлаждает, что не подходит для высокоуглеродистой стали.
С поделкой сейчас следует обращаться как со стеклом, потому что если лезвие было закалено правильно, то оно настолько хрупко, что может расколоться если его уронить.
После этого наступает черед отпуска.
Шаг 10: Отпуск металла
Отпуск — это процесс придания некоторой твердости лезвию, чтобы увеличить его срок службы и прочность. Достигается это нагреванием лезвия при определенной контролируемой температуре. Отпуск своей мозгоподелки я проводил в духовом шкафу в течение часа при температуре 205 градусов Цельсия. «Пропекаем» пока на табло не высветится «готово».
Шаг 11: Травление
Заранее извиняюсь за отсутствие фото этого и следующего шагов, но процесс совсем прост. Хлорное железо готовится по прилагаемой к нему мозгоинструкции, а затем в нем выдерживается лезвие, столько, сколько указано в той же инструкции. В моем случае это 3 части воды на 1 часть хлорного железа, и выдерживание в течение 3-5 минут. Процесс действительно захватывающий, а его результат выглядит словно это нож Бэтмена.
Шаг 12: Рукоятка и заточка
Опять же, существует много методик и инструкций о том, как сделать рукоять ножа и заточить его, поэтому обойдусь без мозгоподробностей. Скажу лишь, что для своей поделки выбрал плашки из вишни, которые к рукояти ножа приклеил с помощью эпоксидного клея и закрепил двумя латунными клепками. Отшлифовал ее 400-м зерном и покрыл льняным маслом.
Для заточки я не использую какой-то особый, требующий больших усилий способ, а в основном пользуюсь обычным точильным камнем.
Шаг 13: Самое время похлопать себя по спине, нож готов…
Это мой готовый нож длиной около 15см. Людям может показаться это довольно забавным, но я понятия не имею, как получился этот причудливый узор.
Благодарю за мозговнимание, надеюсь это кому-нибудь это пригодится!
(A-z Source)
ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ!About SaorY
Как сделать нож из дамасской стали
Дамасская сталь очень многогранный материал, позволяющий кузнецу множество возможностей реализовать задуманное. Современные стали, используемые для изготовления дамаска, позволяют добиться любых желаемых свойств будущего клинка, но в современном контексте понимания дамасской стали, не менее важным, является получения красивого рисунка на металле, и здесь простор для реализации желаний гораздо больше. Высоты, которых добились многие известные мастера современности, достойны восхищения.
Но есть и другое направление в развитии дамасской стали — это использование вторичных материалов, на которых я хотел бы остановится подробней. Нужно заметить, что эти материалы не позволяют добиться от клинка сверх свойств, они больше являются пафосными материалами, но многим очень нравится концепция того, что их клинок является перерождением другого материала.
Подходящие материалы
Явным фаворитом здесь, является дамаск из тросов, метал из которого, изготовлены тросы, позволяют получить неплохой клинковый материал, но за счёт крупного рисунка не даёт прироста режущих (дамасских) свойств
Рис 1. (дамск из троса с крупным рисунком)
Рис 2. (дамск из троса с мелким рисунком)
Но также встречаются тросы, которые не позволят получить хороших режущих свойств (из-за малого количества углерода), в таком случае к телу клинка приваривается режущая кромка из клинкового металла или дамаска, либо изготавливается ламинат — где в центре клинковый материал, а обкладки из декоративного тросового дамаска.
Рис 3. (торцовая сварка: режущая кромка шх15, тело дамаск из троса).
Нужно также отметить, что хотя, если материал и не имеет хороших режущих свойствно в реализации, как в ламинате, так и в торцовом исполнении, трос за счёт своей упругости, позволяет на режущей кромке использовать очень твердый, но хрупкий метал, прочностные недостатки которого компенсирует упругий трос. Такой клинок быстрее согнется, нежили, сломается.
Так же широкое распространение получили такие вторичные материалы как цепи, чаще всего используют либо цепи от бензопил, либо моторные цепи бензиновых двигателей.
Рис 4.(дамаск из моторной цепи).
Более редко используются сетки, их свойства в основном схожи с тросами, описанные выше.
Рис 5. (ламинат: в центре шх15, обкладки дамаск из сетки, на фоне которой снят клинок)
Рис 5.1. (ламинат: в центре шх15, обкладки дамаск из сетки, на клинке оставлена текстура сетки)
Рис 6. (ламинат: в центре шх15, обкладки дамаск с использованием нержавеющей сетки).
Нужно заметить, что подобных материалов, пригодных для изготовления клинкового дамаска достаточно мало, в данной статье я хочу познакомить вас с процессом изготовления клинка из мотка проволоки. Суть данного эксперимента в получении нового рисунка на готовом клинке.
Рис 7. (моток проволоки).
Химический состав проволоки
Перед тем как сделать нож, пытаемся выяснить приблизительный химический состав проволоки, это необходимо для того, чтобы узнать, возможно, ли сварить её кузнечной сваркой и приблизительное количество углерода – это необходимо, чтобы узнать возьмёт ли готовый клинок закалку. Этот сложный анализ мы проводим достаточно просто — проверкой на искру.
Рис 8. (проверка на искру).
По искре видим, что метал, не легирован, что говорит нам о возможности её сварки горновым способом и то, что количество углерода 0,8-1%, что позволяет нам предположить, что метал, возьмёт достойную закалку. Также существует возможность выгорания углерода при горновой сварке, но это мы сможем проверить только после сварки.
Отжиг
Далее для удобства дальнейшей обработки, необходимо произвести отжиг, эту операцию мы проводим в муфельной печи
Рис 9. (отжиг).
Нагреваем до аустинитного превращения и даём остыть вмести с печью. После этого проволока становится мягкой.
Формирование пакета для горновой сварки
Так как проволока стала достаточно мягкой, мы можем её согнуть в удобную нам форму, после чего один её конец обматываем мягким железом и провариваем электродуговой сваркой. Полоска железа необходима для возможности использования электросварки, ведь проволока очень тонкая и она просто сгорела бы. После привариваем ручку из арматуры, для удобства удержания при горновой сварке и дальнейшей ковке.
Рис 10. (заготовка).
Теперь нагреваем нашу заготовку примерно до восемьсот градусов. Я использую газовый горн, он имеет ряд преимуществ как то постоянная восстановительная атмосфера и в нём всё хорошо видно, что происходит.
Рис11. газовый горн.
После чего обильно посыпаем бурой. Бура нужна для растворения окалины и защиты метала от кислорода – это важно для проведения качественной кузнечной (горновой) сварки. После чего проводим непосредственно саму сварку
Рис 12. (посыпание бурой).
Сварку проводим на бруске дерева, это необходимо для защиты заготовки от кислорода, огонь появившийся от контакта заготовки и дерева, выжигает кислород и создаёт восстановительную среду вне горна. А также для меньшей теплоотдачи заготовке – то есть проволока очень тонкая и при контакте с наковальней быстро остывает.
Рис 13. (сварка).
После горновой сварки, расковываем заготовку до необходимых размеров, в данном случае мы собираемся заготовку торсировать (скручивать) – поэтому расковываем в квадрат со стороной двадцать мм. Измеряем воротком, – которым будет скручиваться заготовка.
Рис 14. (расковка).
Рис 15. (подготовка к торсировке).
Теперь, когда мы подготовили заготовку, важно придумать, как будет вскрываться рисунок, на данном этапе волокна расположена в вдоль заготовки и конечное изделие будет не очень эффектным. Можно его скрутить – но тогда получится такой же рисунок металла, как и у обычного троса, поэтому в данном случае скручиваем в разные стороны с шагом примерно полтора два сантиметра
Рис 16. (торсировка).
Рис 17. (торсировка).
После чего заготовку подравниваем до нужных размеров, в данном случае размер квадрата примерно двадцать миллиметров.
Рис 18. (заготовка после торсировки).
Рис 19. (заготовка после торсировки).
Когда заготовка готова, пришло время выковать клинок
Оттягиваем тело, носик будущего клинка и хвостовик. Можно также выковать спуски, но в таком случае рисунок металла вскроется слабо.
Рис 20. (клинок после ковки).
Рис 21. (клинок после ковки).
Шлифуем будущий клинок и подравниваем торцы
Рис 22 (заготовка).
После чего ставим клеймо, привариваем хвостовик и размечаем будущие спуски
Рис 23. (заготовка).
Рис 24. (заготовка).
После чего на гриндере, грубо формируем спуски.
Рис 25. (клинок перед закалкой).
Пришло время термообработки
Делаем нормализацию, для того, что бы убрать напряжения от ковки и измельчить зерно металла. Далее закалка: нагреваем в закалочном горне до температуры закалки и опускаем в ёмкость с подогретым до семидесяти градусов маслом. После чего проводим отпуск – нагрев до температуры двести градусов и выдержкой два часа.
Рис 26. (закалочный горн).
Рис 27. (закалка ножа).
Рис 28. (клинок после закалки).
Теперь шлифуем нож на чисто и протравливаем его в пяти процентном растворе хлорного железа – это необходимо, что бы проявить рисунок. В итоге получаем такой клинок
Рис 29. (готовый клинок) – который мой знакомый окрестил «Стихия».
Как сделать красивый нож из железа в домашних условиях, как выковать дамасский рисунок своими руками, какой металл использовать для ковки
Я в кузнечном деле чуть более года, и теперь, когда мне наконец удалось сделать и приобрести хорошие инструменты, я могу заняться реальными вещами (изначально я использовал кувалду в качестве наковальни и бил по ней небольшим молотком). Этот проект является инструкцией о том, как сделать нож из железа, имея лишь самодельную кузницу, наковальню, молот и решительность. Я ни в коем случае не профессионал, не знаю какую сталь лучше использовать, и это определенно не единственный способ ковки ножей в домашних условиях, но мне это удалось.


Современная дамасская сталь — это спрессованная сталь с узорами, которая представляет собой металлический эквивалент наложения друг на друга разных цветов, чтобы получить красивый узор. Когда изделие помещается в раствор для травления, разные металлы будут травиться с разной скоростью, создавая прекрасный контраст.
Оригинальная сталь Дамаска была выкована с использованием другого и очень специфического процесса (хотя и похожего, и именно поэтому возникло современное определение), о сути которого знали лишь немногие, и поэтому Дамаск получил репутацию металла с магическими свойствами. Причина этого сходна с Катанами / Самурайскими мечами — процесс позволил получить гораздо более однородную и, следовательно, поддающуюся обработке сталь, чем другие методы, позволяющие превращать довольно посредственную сталь и различные виды высоко/низкоуглеродистой стали в обрабатываемое вещество. Это дало возможность создавать намного более эффективные клинки.
Шаг 1: Материалы и инструмент
Материалы:
- Два или более вида стали (предпочтительно с высоким содержанием углерода), которые будут контрастировать друг с другом. Я использовал 1095, очень высокую углеродистую сталь и 15n20, сталь с большим количеством никеля, которая будет иметь яркий и блестящий контраст при травлении.
- Флюс (бура)
- Арматура или длинный стержень для лома (чтобы приварить к заготовке в качестве ручки)
- Древесина для изготовления ручки
- Эпоксидная смола (подойдет 5-минутная)
- Латунные штифты
- Средство для обработки ручки (я использовал льняное масло)
- Охлаждающее масло (растительное масло)
- Хлорид железа
Инструменты для ковки ножа своими руками:
- Наковальня (Предпочтительно «правильная» стальная наковальня, хотя есть и другие варианты, которые вы могли бы использовать, если «правильной» у вас нет. Вещи, которые могут быть использованы: куски траков, кувалды, ненужные куски металла, большой булыжник или любая твердая и плоская поверхность. Помните, человек начинал с того, что бил маленькими камнями по большому.)
- Молот (я использовал 1.5 кг двусторонний)
- Клещи или щипцы
- Сварка (необязательно, но будет удобней скрепить пластины и приварить рукоятку. Если нет сварки, плотно смотайте куски проволокой)
- Горн, способный достигать температуры кузнечной сварки. Это очень важно для успешного слияния слоев. Позже я расскажу подробнее о своей кузнице.
- Ленточный шлифовальный станок, наждачная бумага и тонна терпения
- Печь / другой способ закалки
- Дрель и сверло
- Тиски (очень пригодятся)
Шаг 2: Собираем заготовку
Отрежьте нужные куски стали. Я решил сделать примерно 2×7 см; чем больше заготовка, тем сложнее она поддается молотку. Обязательно удалите все окисления и сточите углы боковых сторон металла, чтобы можно было сделать чистый сварной шов. Складывайте слои попеременно, я использовал 3 слоя 15n20 и 4 слоя 1095.
Затем выровняйте их и закрепите слои вместе (не берите пример с моих сварных швов), а также приварите временную рукоятку, чтобы ее можно было перемещать и вынимать из кузницы.
Шаг 3: Первый нагрев заготовки
Немного о моей кузнице: я сделал её сам. Она сделана из пустого (на всякий случай купил новый) газового баллона, покрытого огнеупорными плитами и слоем огнеупорного цемента. Это кузница довольно компактна и без проблем нагревается до нужных мне температур.
Нагрейте заготовку до светло-вишнево-красной. Не нужно её перегревать. Посыпьте бурой сверху и обязательно между слоями. Это нужно для того, чтобы не шел процесс окисления, и кислород не контактировал с металлом. Это поможет достичь чистого сварного шва.
Переверните заготовку в кузнице и повторите этот процесс пару раз, не забывая периодически счищать верхний слой. Теперь нагрейте заготовку до температуры кузнечной сварки (примерно 1200-1300 градусов по Цельсию). Она станет ярко-оранжево-желтой, даже при умеренном или ярком свете. Убедитесь, что на рабочем месте готовы ваш молоток и щипцы, так как нельзя тратить время впустую. Быстро переместитесь на наковальню и легкими ударами осторожно равномерно отбейте всю заготовку, чтобы установить начальный сварной шов. Снова поместите изделие в кузницу и нагрейте ее до той же температуры, затем продолжайте сваривать ее умеренными или сильными ударами.
Теперь пришло время растянуть заготовку, чтобы её можно было сложить.
Шаг 4: Складываем заготовку
Теперь пришло время увеличить количество слоев. Отбейте заготовку примерно в два раза по сравнению с первоначальной длиной, убедившись, что вы отбиваете все стороны равномерно. Отмерьте половину и отрежьте, используя резак, долото или что-нибудь еще. Затем поставьте заготовку на край наковальни и ударьте по краю молотком, переверните её и аккуратно постучите по загнутому краю, чтобы полностью сложить два слоя.
Теперь повторите точный процесс первой кузнечной сварки. Флюс, тепло, прессовка, тепло, сварка, кузница. Повторяйте этот шаг, пока у вас не будет нужного вам количества слоев. Я свернул болванку 4 раза, чтобы получить 112 слоев. (Вы можете сделать и больше, тогда получится более плотный рисунок. Если вы хотите рассчитать количество слоев для любого количества складываний, используйте свое начальное количество слоев (7) и умножьте на 2 ^ количество складываний: 7 x 2 ^ 4 = 112)
Затем я снова нагрел заготовку до температуры сварки, зажал в тисках и придал хороший изгиб, который потом выпрямил обратно в прямоугольную заготовку. Перед скручиванием, однако, нужно сбить углы, чтобы получить сначала восьмиугольную форму, а затем и круглую, потому что скручивание и ковка могут создавать вкрапления и примеси, если они складываются не при температуре сварки.
После завершения сварки (которая прошла в несколько этапов), охладите его и слегка сточите с одного края, чтобы убедиться, что была достигнута однородность заготовки. При ковке, особенно на раннем этапе, важно поддерживать высокую температуру и не спешить, иначе может произойти отслаивание, а это не очень хорошо.
Шаг 5: Концепция и придание формы
Придумайте форму вашего ножа, а затем придайте заготовке грубую форму в кузнице. Чем точнее вы будете делать грани и скосы, тем меньше времени вы потратите на дальнейшую шлифовку. Есть много учебников, написанных гораздо лучшими кузнецами, чем я, поэтому я не буду рассказывать вам о техниках ковки. Самое легкое, что нужно помнить, это то, что металл, когда он горячий, движется точно так же, как плотная глина, а вам нужно просто подталкивать его в нужное направление.
Шаг 6: Обработка напильником и шлифовка
Выводим точный профиль с помощью шлифовальной машины и напильников. Возьмите с собой много напитков. Вы, вероятно, зависните там надолго, если только у вас нет хорошего оборудования.
Шаг 7: Шлифуем дальше, и начинаем забывать, кто вы есть, и в чем смысл жизни…
Шаг 8: Наконец, профиль готов!
Как только работа напильником будет завершена, отшлифуйте ее до довольно высокого уровня, я дошел примерно до 400 зернистости. Сточите кромку, но не перестарайтесь. Немного материала на краю должно остаться, чтобы он не деформировался при термообработке. Теперь просверлите пару отверстий для штифтов и разметьте их, чтобы сделать шаблон для ручки.
Шаг 9: Страшная часть
Тепловая обработка.
Это та часть, которая либо сделает, либо сломает ваш клинок. Очень важно сосредоточиться и быть очень осторожным, или вы можете в конечном итоге сломать или разбить лезвие. Технология, которую я использовал, — это не самый идеальный способ термообработки, но это то, на что я был способен с помощью моих инструментов, и это был лучший результат, которого я мог достичь.
Перед термической обработкой нормализуйте лезвие. Это снимет напряжения, возникающие во время ковки и скручивания, и уменьшит вероятность деформации во время закалки. Чтобы сделать это, нужно нагреть лезвие выше его критической температуры (до тех пор, пока металл не перестанет магнититься — полезно держать рядом большой магнит), а затем дать ему остыть. Повторите это 3-5 раз, я сделал 5. Этот шаг также поможет вам научиться быстро вытаскивать лезвие из кузницы, потому что при процессе гашения нельзя допускать никаких задержек. Выше находятся фотографии меня, болтающего кованым ножом. Эта часть тоже клёвая, потому что по мере окисления заготовка начнет проявлять структуру стали.
Гашение: еще раз нагрейте клинок до его критической температуры, затем быстро вытащите и погасите его, прежде всего, в теплом растительном масле (если у вас такая же сталь, как у меня). Чтобы нагреть масло, просто нагрейте кусок металлолома и бросьте его в масло. Я использовал железнодорожный костыль. Аккуратно окунайте его, чтобы добиться равномерного утопления. Если вы используете высокоуглеродистую сталь, НЕ закаляйте ее в воде, так как это может привести к растрескиванию вашего лезвия, потому что вода охлаждает его слишком быстро.
Теперь, храните его как кусочек стекла, потому что, если он правильно затвердеет, он станет настолько твердым, что может расколоться, если вы его уроните.
Пришло время закалки.
Шаг 10: Отпуск стали
Отпуск — это процесс увеличения твердости, для получения более прочного и сильного лезвия. Она достигается путем нагревания металла до определенных контролируемых температур. Я положил мой нож в духовку на полтора часа при 200 градусах по Цельсию. Очень похоже на выпечку, вы готовите его, пока он не «приготовится».
Шаг 11: Травление лезвия

Приношу извинения за отсутствие фотографий этого и следующих шагов, но процесс здесь довольно прост. Разбавьте хлорид железа, как указано на упаковке, а затем «промаринуйте» в нем лезвие в течение продолжительного времени. В моем случае это были 3 части воды на 1 часть хлорида железа в течение 3-5 минут. Это действительно захватывающая часть работы, результат похож на то, что мог бы носить с собой Бэтмен.
Шаг 12: Изготовление ручки и заточка


Существует множество инструкций и способов, как обращаться с ножом, а также затачивать его, поэтому я не буду вдаваться в подробности. Для ручки я использовал два бруска из вишни, склеенные 5-минутной эпоксидной смолой и удерживаемые на месте двумя латунными штифтами. Я отшлифовал их наждачной бумагой 400 зернистости и обработал льняным маслом.
О заточке не могу рассказать ничего интересного. Лично я использовал обычные точильные камни.
Шаг 13: Время похлопать себя на спине, работа, наконец, завершена
Конечный вариант ножа получился около 15 см в длину. Забавно показывать его людям. Как правило, они задают вопрос «А как этот красивый узор попал внутрь?»
Спасибо за прочтение!
Все о дамасской стали … — RavenCrest Tactical
![]()
Если вы проведете достаточно времени в сообществе ножей, вы услышите громкие разговоры и дебаты, когда дело доходит до дамасской стали … Для случайного коллекционера ножей или новичка в области ножей, количество историй и информации о дамасской стали может показаться ошеломляющим. В этом посте мы постараемся дать краткий обзор происхождения дамасской стали, способов ее производства и использования в настоящее время в производстве холодного оружия.

История дамасской стали восходит к 500 году нашей эры, когда в Индии она называлась телангана, воотц или укку. Затем он попал в Дамаск, Сирия, который был центром торговли в этом регионе военным снаряжением, таким как ножи, мечи и доспехи. Название «Дамаск» не было принято до времен крестоносцев. Крестоносцы были свидетелями того, как дамасские мечи прорезали их собственные мечи более низкого качества, разрезая меч пополам одним ударом, не теряя при этом своего острия.Следующий удар сделает то же самое с телом менее удачливого крестоносца.
Дамасская сталь по определению была типом стали, используемой для изготовления лезвий мечей на Ближнем Востоке, сделанной из стали Wootz. Эти мечи характеризуются характерными полосами и пятнами, напоминающими текущую воду. Такие лезвия считались прочными, устойчивыми к разрушению и способными затачиваться до острого, упругого края.
Историки считают, что первоначальным методом создания Дамаска был тигельный метод.Тигельный метод производства оригинальной древней дамасской стали постепенно пришел в упадок, прекратившись примерно к 1750 году, и этот процесс был потерян для кузнецов по металлу. Несколько современных теорий рискнули объяснить это снижение, в том числе нарушение торговых путей для поставки необходимых металлов, отсутствие следов примесей в металлах, возможную потерю знаний о методах изготовления из-за секретности и отсутствия передачи, подавление промышленность в Индии британским владычеством или комбинацией всего вышеперечисленного.. «Современный Дамаск» состоит из нескольких видов стальных и железных ломтиков, сваренных вместе, чтобы сформировать заготовку.
Вот хорошее видео, в котором подробно описаны шаги, необходимые для создания современной заготовки из дамасской стали для начинающих:


В древности Дамаск ценили, прежде всего, за его силу, а во-вторых, за красоту. На нашем текущем рынке эта динамика, похоже, изменилась. Большинство потребителей ищут Дамаск из-за его эстетики и редкости.И, как вы можете видеть на изображениях, множество новых методов и материалов позволили окончательному изделию из Дамаска стать не только оружием, но и произведением искусства.
Вот еще несколько видеороликов, освещающих некоторых мастеров дамасского ремесла:
Источники:
https://en.wikipedia.org/wiki/Damascus_steel
http: // www .claysmithguns.com / knives_history.htm
Как правильно ухаживать за ножом из дамасской стали

Ларри Коннелли
Если у вас есть лезвие из дамасской стали, у вас есть лезвие уникальной красоты. С его исторической репутацией металла, используемого для изготовления лучших мечей на протяжении сотен лет, и своим характерным волнистым дизайном, дамасская сталь вызывает восхищение. Таким образом, с этим качественным клинком, особенно с замысловатой гравировкой, требуется особая осторожность. Вот наши советы о том, как ухаживать за ножом из дамасской стали, чтобы он сохранил свою красоту и удобство использования.
1. Смажьте лезвия из углеродистой стали Damascus.
Узор из дамаска полностью выкован на всем клинке. Уникальный узор стали по-настоящему раскрывается только при травлении кислотной промывкой во время производства. Это травление приводит к тому, что на лезвии с разными уровнями окисления появляются темные (окисленные) и светлые / блестящие узоры (сопротивление окислению).
Большинство лезвий из дамасской стали ручной ковки изготавливаются из высокоуглеродистой стали, что означает, что они содержат относительно небольшое количество хрома в стали.Углеродистая сталь и дамаск из углеродистой стали могут ржаветь, если за ним не ухаживать должным образом. Убедитесь, что лезвие остается чистым и сухим, чтобы предотвратить ржавчину или обесцвечивание.
После чистки и сушки ножа необходимо смазать его воском, чтобы предотвратить попадание влаги на лезвие. Мы рекомендуем Renaissance Wax (музейный воск архивного класса), потому что он защитит ваш нож от ржавчины и сохранит его красоту.
Лезвия Damascus также могут быть изготовлены из нержавеющей стали.Если нож изготовлен из стали с содержанием хрома не менее 11%, он будет упомянут в характеристиках продукта как нержавеющий. Хотя нержавеющая сталь из дамска может противостоять ржавчине и требует меньшего ухода, мы рекомендуем нанести воск на любое лезвие из дамска, чтобы оно выглядело наилучшим образом.
2. Избегайте абразивных материалов.
Избегайте использования абразивных материалов — грубой ткани, полироли для металла, стальной ваты и т. Д. — важно для сохранения внешнего вида и качества лезвия, потому что, если вы все же используете абразивный или очиститель металла, он удалит окисленные пятна, которые вы хочу на дамасском ноже показать узор.После того, как травление будет значительно изменено, мы рекомендуем отправить лезвие обратно производителю для повторного травления.
3. Помните, когда и где вы используете дамасский клинок.
Лезвие из дамасской стали из углеродистой стали особенно подвержено повреждениям при использовании с кислой пищей (например, с фруктами), во влажной и влажной среде, а также для разделки дичи. Такое использование и окружающая среда могут удалить травление лезвия.
Когда вы используете дамаск, не забудьте сразу вымыть и высушить его, стараясь не натереть лезвие грубо.Используйте ткань из микрофибры или хлопка для сушки, чтобы более мягкий материал не изнашивал лезвие.
4. Храните его в надлежащем порядке, чтобы избежать коррозии.
Когда нож не используется, важно хранить нож из дамасской стали в сухом помещении, где он не будет подвергаться воздействию экстремальной влажности или перепадов температуры. После того, как вы почистите и натрите нож воском, поместите его в коробку или чехол на молнии с мягкой подкладкой, ваш нож будет в хорошем состоянии.
Находясь в поле с ножом, убедитесь, что вы не держите его во влажной среде в течение длительного времени. Не храните нож Damacus (или любой другой нож в этом отношении) в кожаных ножнах — кислоты и химические вещества используются для дубления кожи и со временем могут привести к окислению из-за нормальной влажности воздуха.
Кроме того, следите за влажной ручкой: влага из ручки может также вызвать коррозию лезвия, поэтому важно, чтобы весь нож был сухим. Мы настоятельно не рекомендуем использовать осушитель воздуха, если вы храните ножи из дамасской стали с рукоятью из натуральных материалов; особенно в закрытом сейфе или вещевом отсеке.Чрезвычайно низкая влажность представляет опасность для ЛЮБОГО натурального материала ручки (дерева, оленя и т. Д.) И может вызвать растрескивание или расслоение. Влажность не влияет на синтетические материалы ручки.
Если вы тщательно ухаживаете за ножом из дамасской стали, он прослужит дольше и сохранит свой неповторимый вид.
(не стесняйтесь ссылаться на эту статью, если считаете ее полезной).
.